What Is Polarity In Welding

So, you’ve seen welding, right? Sparks flying, metal glowing, maybe a cool mask involved. It looks like pure magic, a bit like a metal-bending wizardry act. But peel back the curtain, and there's a surprisingly simple secret agent at play. It's called polarity.
Now, don’t let that fancy word scare you. Polarity in welding is less about quantum physics and more about which way the electricity decides to party. Think of it as the electricity's preferred dance move. And, frankly, choosing the right move is crucial.
Many folks think welding is all about cranking up the amps. More power, right? Well, that's often where they go wrong. My slightly "unpopular" opinion? Understanding polarity is far more powerful than just blindly upping the juice. It's the silent director of the show.
Must Read
Imagine electricity as tiny, energetic workers. They're zipping around, carrying heat and power wherever you point them. Polarity simply tells these workers where to go. Do they start at your welding rod and deliver heat to your metal? Or do they start at your metal and clean it up?
It’s like setting your GPS for a road trip. You wouldn't just drive without knowing your destination, would you? Polarity is your welding GPS, guiding the electrons to their very important jobs. Get it wrong, and you might end up in a totally different state of weld.
The Two Main Dance Moves: DCEN and DCEP
We're talking about Direct Current (DC) here, not the rock band. DC electricity has a clear "flow" direction. This is where our polarity choice becomes super fun. It's like picking between two distinctly different superpowers for your welding machine.
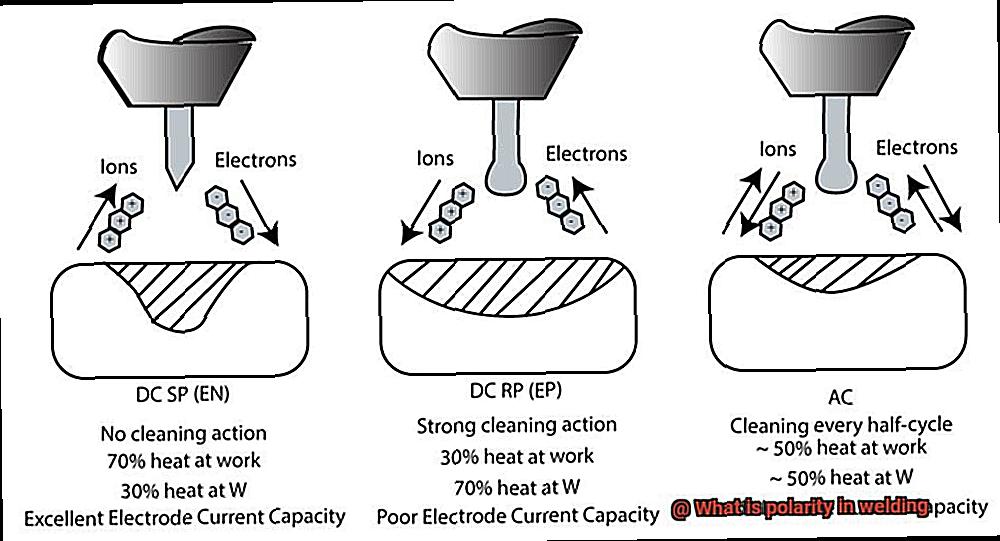
There are two main flavors for DC welding: DCEN and DCEP. DCEN stands for Direct Current Electrode Negative. DCEP means Direct Current Electrode Positive. Sounds like alphabet soup, but it's really quite straightforward.
DCEN: The Deep Digger
Let's tackle DCEN first, which some old-school welders might call "straight polarity." With DCEN, the electrode (your welding rod or wire) is connected to the negative terminal. The workpiece (the metal you're welding) gets the positive terminal.
Now, here’s the magic trick. Electrons, those tiny energy carriers, prefer to jump from negative to positive. So, with DCEN, they leap from your workpiece and rocket towards the electrode. This creates a fascinating effect on both ends of the arc.
Because the electrons are leaving the workpiece, they actually create a significant amount of heat at the electrode. But more importantly, the workpiece gets a deep, penetrating heat. Think of it like a laser beam drilling into the metal.

My slightly unpopular take? Many beginners shy away from DCEN because they think it's too aggressive. But it's often exactly what you need for thick material. It’s like having a superpower that lets you really dig in and fuse things deeply.
It provides what we call "deep penetration." If you're welding thick steel, or need to really get down into a joint, DCEN is your best friend. It’s the muscle-bound bouncer of the welding world, pushing heat deep into the metal.
Imagine you're trying to join two heavy, stubborn pieces of metal. You don't just want them to stick on the surface. You want them to become one, deeply and permanently. DCEN helps achieve that internal bond.
Also, DCEN tends to offer a narrower, more focused arc. This can be great for precise work, even though it’s known for penetration. It's like using a finely tuned chisel instead of a blunt hammer.
Another cool benefit? The electrode itself stays a bit cooler with DCEN. This means you can often use a smaller electrode for the same current, or your existing electrode lasts longer. It’s efficiency in action.
"Choosing DCEN is often the difference between a surface-level 'glue' and a truly solid, integrated weld."
So, next time you hear "straight polarity," remember the deep digger. It's all about pushing that heat deep down where it matters most. It's the foundation builder, making sure your weld holds up for ages.
DCEP: The Surface Cleaner and Melt-Meister
Now, let's flip the script to DCEP, or "reverse polarity." Here, your electrode is positive, and your workpiece is negative. Remember those electron workers? Now they're doing a different dance.

With DCEP, electrons flow from the workpiece to the electrode. But wait, what does this mean for the heat? It means the heat concentrates mostly at the electrode, causing it to melt rapidly.
This rapid melting of the electrode means more molten filler metal gets deposited onto your workpiece. It’s like a continuous waterfall of fresh metal. This is great for building up beads quickly.
But there's an even cooler trick DCEP performs. As those electrons leave the workpiece, they create a fantastic "cleaning" action. This is called cathodic cleaning. It literally blasts away oxides and impurities from the surface of your metal.
My slightly "unpopular" opinion here? Some welders overlook the cleaning power of DCEP, thinking it's only about shallow penetration. But for metals like aluminum, where surface oxides are a huge pain, DCEP is a total lifesaver. It’s like a tiny, aggressive scrubbing brush.
This cleaning action is super important, especially when you're welding materials prone to oxidation. Think stainless steel or aluminum. It prepares the surface for a much cleaner, stronger bond. No more ugly, weak welds because of gunk.
Because most of the heat is generated at the electrode, DCEP provides shallower penetration into the base metal. It's more about building up a nice, strong bead on the surface. Think of it as painting a thick, protective layer.
If you're doing thin sheet metal work, or need to fill a gap quickly without burning through, DCEP is often the way to go. It's gentler on the base metal, but still delivers plenty of molten goodness.
So, DCEP is your go-to for situations where you need good bead appearance, shallower penetration, and that awesome cleaning action. It's the detail-oriented artist of the welding world.
"Ignoring the cleaning power of DCEP is like trying to paint a masterpiece on a dirty canvas. It just won't shine!"
AC: The Diplomat of Polarity
What about Alternating Current (AC)? Ah, AC is the clever diplomat. Instead of a steady flow, AC constantly switches directions. It's like your electricity can't decide if it wants to be DCEN or DCEP, so it just becomes both, really fast.
The current switches from positive to negative at a rapid pace – usually 60 times a second. This means you get a balance. You get some of that deep penetration from the DCEN half-cycle. And you get some of that wonderful cleaning action from the DCEP half-cycle.
For certain applications, especially welding aluminum, AC is absolutely brilliant. It combines the best of both worlds, providing a stable arc and good cleaning without excessive penetration. It's a balanced approach.
My "unpopular" opinion? Some welders stick exclusively to DC, missing out on the unique advantages AC offers. It’s not just for specialized tasks; it’s a versatile tool that deserves more love. Think of it as the Swiss Army knife of welding currents.
AC also helps prevent "arc blow," a common issue with DC welding where the magnetic fields cause the arc to wander. So, if your arc is acting like a rebellious teenager, AC might just be the calming parent it needs.
Why Bother? The Hilarious Consequences of Ignoring Polarity
So, why does any of this matter? Can't you just plug it in and go? Oh, my friend, you can try! And the results can be spectacularly bad, leading to much head-scratching and blaming of the welding machine.

Get polarity wrong for DCEN (the deep digger) when you wanted DCEP (the cleaner)? You'll have shallow, ugly welds that look like a bird left a deposit. You might also struggle with arc stability and a very hot electrode.
Flip it and get DCEP when you needed DCEN? Hello, burn-through party! You'll be blowing holes in your thin metal faster than you can say "oops." Or your thick metal just won't fuse properly, leaving you with a weak, dangerous joint.
My "unpopular" opinion? Many welding frustrations, especially for beginners, stem from incorrect polarity, not lack of skill. It's often the hidden culprit behind bad welds. A simple switch can turn a nightmare into a dream.
Imagine trying to bake a cake with the oven set to "freeze." It just won't work, no matter how good your ingredients are. Polarity is like setting the oven to the right temperature and mode for your metal "cake."
It affects everything: arc stability, penetration, bead shape, and cleaning action. It’s the difference between a weld that holds strong for decades and one that breaks the first time it sees a little stress.
So, the next time you strike an arc, give a little nod to polarity. It's not just a setting on your machine; it's the invisible hand guiding your molten metal to glory. Or, if you ignore it, to hilarious, disappointing failure.
Understanding these simple directions for your electron workers is a huge step. It separates the "just melting stuff" crowd from the actual metal artisans. And trust me, you want to be in the latter group.
It’s the secret sauce, the special handshake, the key to unlocking better welds. So, embrace the power of polarity, and your welding projects will thank you. Happy welding, you magnificent metal magician!