What Gas To Use For Mig Welding Stainless Steel
Alright, settle in folks, grab your lattes (or, you know, something stronger – welding is thirsty work!). Today we're diving headfirst into the shimmering, slightly intimidating world of welding stainless steel. And more specifically, which gas to use. Because let's be honest, messing up the gas is like trying to bake a cake with sand instead of flour. It's gonna be...rough.
Now, before we get all scientific (don't worry, I promise to keep the jargon to a minimum – I failed chemistry twice!), let's just acknowledge the obvious: stainless steel is fancy. It's the metal equivalent of wearing a tuxedo to a barbeque. It looks good, it resists rust (hence the "stainless" part), and it makes you feel all sophisticated just by being near it. But welding it requires a bit of finesse. You can't just grab any old gas and hope for the best, unless you enjoy the thrill of creating a metallic Jackson Pollock painting instead of a clean weld.
The Usual Suspects: Argon and Helium's Hilarious Hijinks
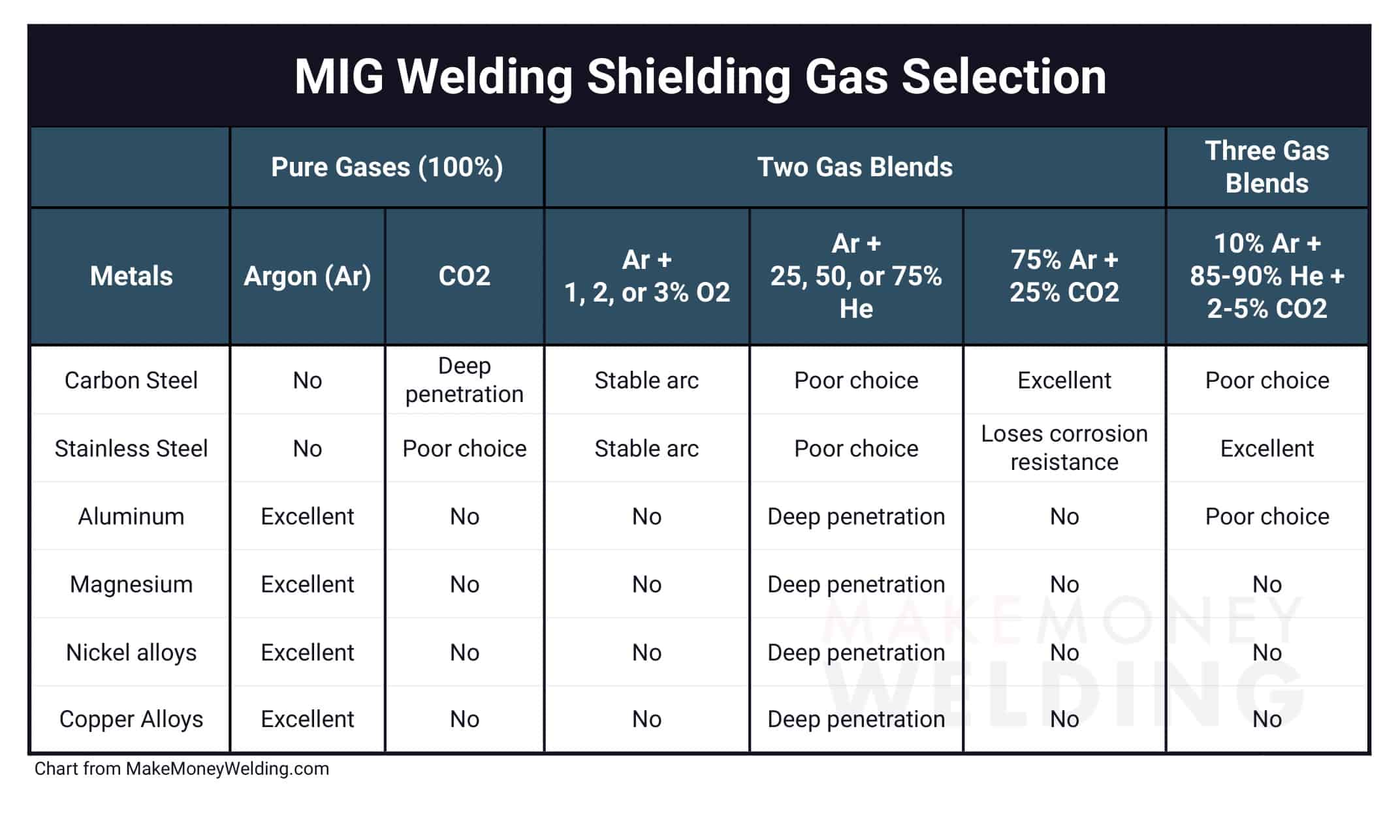
So, what are our options? Well, for MIG welding stainless steel, we're primarily talking about argon and helium. Think of argon as the reliable, slightly boring friend who always shows up on time. It's the workhorse. It provides a stable arc, good penetration, and keeps things nice and tidy. It's like the safety scissors of the welding world. Not particularly exciting, but effective.
Must Read
Argon is a noble gas. That’s right, noble! So dignified, so unreactive. It basically hangs out in the welding arc, protecting the molten metal from the nasty atmosphere that wants to contaminate it. Imagine it as a microscopic bouncer, kicking out all the oxygen and nitrogen that are trying to crash the party and ruin your weld. Without it, you'd end up with a weld full of porosity, which is basically like having tiny, invisible holes weakening your masterpiece.
Helium, on the other hand, is the hyperactive party animal. It runs around, screaming "Energy!" and generally making things hotter. Helium adds heat to the weld, which is fantastic for thicker materials because it allows for deeper penetration. Think of it as turning your welding torch into a tiny, focused sun. Just be careful not to accidentally vaporize your workpiece!
However, helium can also be a bit of a diva. It's more expensive than argon, it's lighter (so it tends to float away a bit more), and it can make the arc a little…unstable. Think of it as trying to control a toddler on a sugar rush. You need a firm hand, and maybe a helmet cam to record the inevitable chaos.
The Blend is the Trend: Argon/Helium Mixes and Why They're Amazing
So, what's the solution? The magic lies in the blend! Mixing argon and helium is like creating the perfect cocktail. You get the stability and economy of argon, with the extra heat and penetration of helium. It's the best of both worlds! Plus, it keeps the helium from acting like a complete maniac.
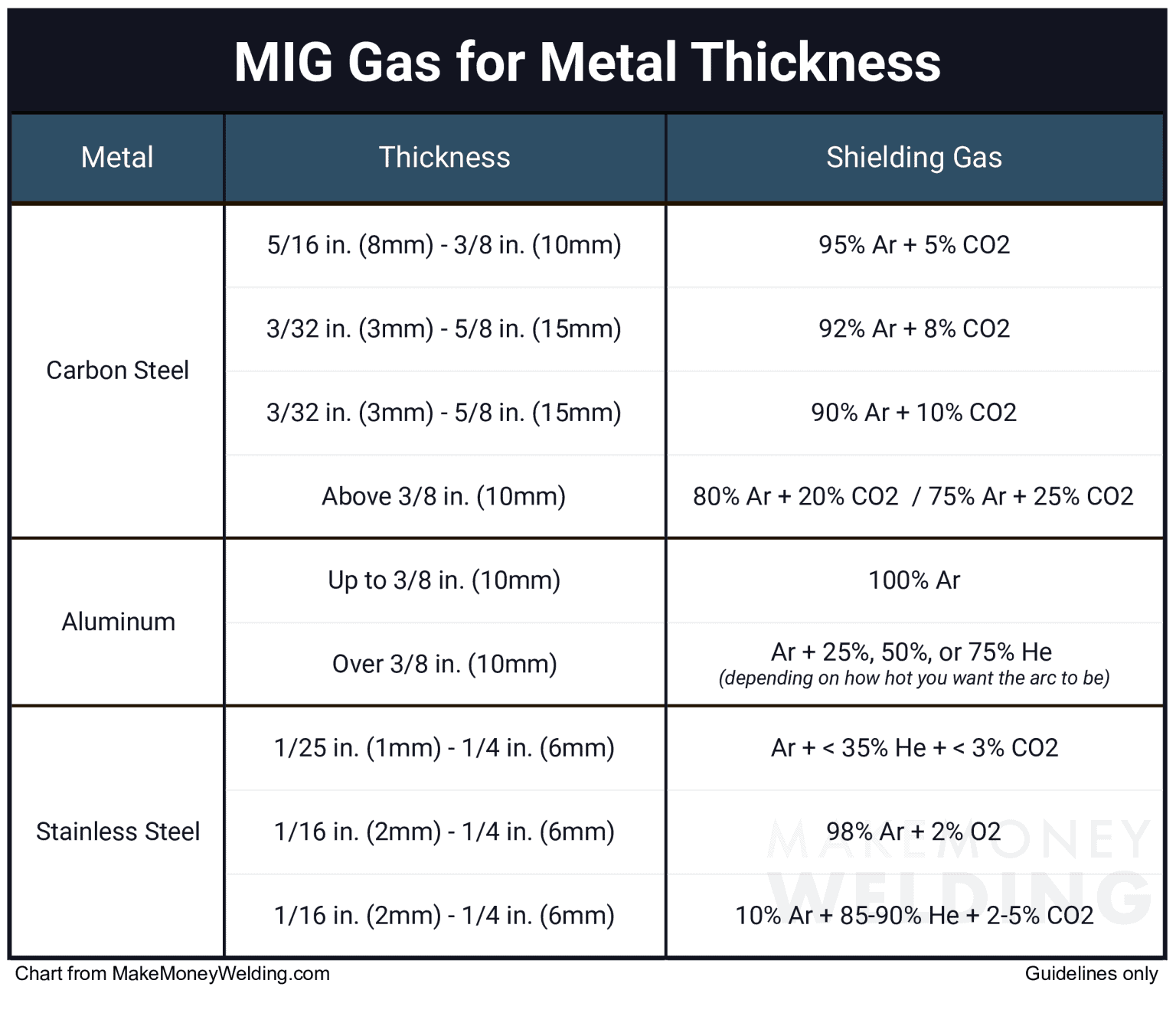
The specific argon/helium ratio depends on a few factors, like the thickness of the stainless steel, the welding position (welding overhead is always a joy, isn't it?), and your personal preference. A common mix is 75% argon and 25% helium. This is a good starting point for many stainless steel applications. But remember, welding is as much art as science, so experiment a little! Just don't blame me if you accidentally weld your gloves to the table.

Some welders even throw in a tiny bit of carbon dioxide (CO2) – like, 1-2%. CO2 can improve the arc stability and weld puddle wet-out. But be careful with CO2, too much and you could risk the stainless losing its corrosion resistance - that's the whole reason to use stainless in the first place!
Important Considerations (aka Things You Really Shouldn't Ignore)
Now, before you rush off to your welding rig, a few crucial tips. First, make sure your gas is actually shielding gas quality. You can't just pump in regular air and expect stellar results. It's like using dish soap to wash your car - it might technically clean it, but you'll regret it later.

Second, gas flow rate matters! Too little gas and you'll have contamination. Too much and you'll waste gas and potentially create turbulence, which can also lead to contamination. Think of it like Goldilocks and the Three Bears: you need it just right. A good starting point is around 20-25 cubic feet per hour (CFH), but adjust as needed based on your setup and environment. If you're welding outdoors on a windy day, you might need to crank it up a bit to combat the breeze trying to steal your shielding gas.
Finally, and this is super important, clean your stainless steel before welding! Any grease, oil, or dirt can contaminate the weld and lead to problems. Use a dedicated stainless steel cleaner or acetone to wipe down the surface. Think of it as giving your stainless steel a spa day before its big welding performance. It'll thank you for it.
So, there you have it! A (hopefully) entertaining guide to choosing the right gas for MIG welding stainless steel. Remember, practice makes perfect, and a little experimentation can go a long way. Now go forth and create some beautiful, stainless steel masterpieces! Just don't forget to wear your safety glasses. Nobody wants to explain to the emergency room doctor how they accidentally welded their eyelid shut. Trust me on this one.
