Tig Welder Settings For Steel

Ever gazed at a beautifully crafted piece of metalwork, perhaps a custom exhaust system, a intricate sculpture, or a high-strength bicycle frame, and wondered how those incredibly clean, strong welds were made? Chances are, you were looking at the magic of Tungsten Inert Gas (TIG) welding. It's often considered the "art form" of welding, and for good reason! While it might seem intimidating at first glance, mastering TIG welder settings for steel is like unlocking a superpower, allowing you to create welds that are not only robust but also visually stunning. It’s a hugely popular skill, cherished by fabricators, artists, and hobbyists alike for its unparalleled precision and control.
The core benefit of TIG welding steel lies in its ability to produce exceptionally clean, strong, and ductile welds. Unlike other processes, TIG separates the heat source (the non-consumable tungsten electrode) from the filler metal, giving you exquisite command over the weld puddle. This means fewer spatter, less cleanup, and a much higher quality finish. But to achieve that perfect "stack of dimes" bead, you need to dial in your settings. Think of it like tuning a musical instrument; each setting plays a crucial role in the final harmony of your weld.
Let's dive into the key settings that will turn you into a steel-TIG maestro:
Must Read
First up is Amperage (Current). This is your heat control, dictating how hot the arc gets. For steel, a general rule of thumb is about 1 amp per 0.001 inch of material thickness. So, for 1/8 inch (0.125") steel, you might start around 125 amps. Too little amperage and your weld will be cold, just sitting on the surface (a "cold lap"). Too much, and you'll burn right through the material. Most TIG welders have a foot pedal or finger control, allowing you to fine-tune amperage on the fly – a fantastic feature for tricky areas or varying thicknesses.
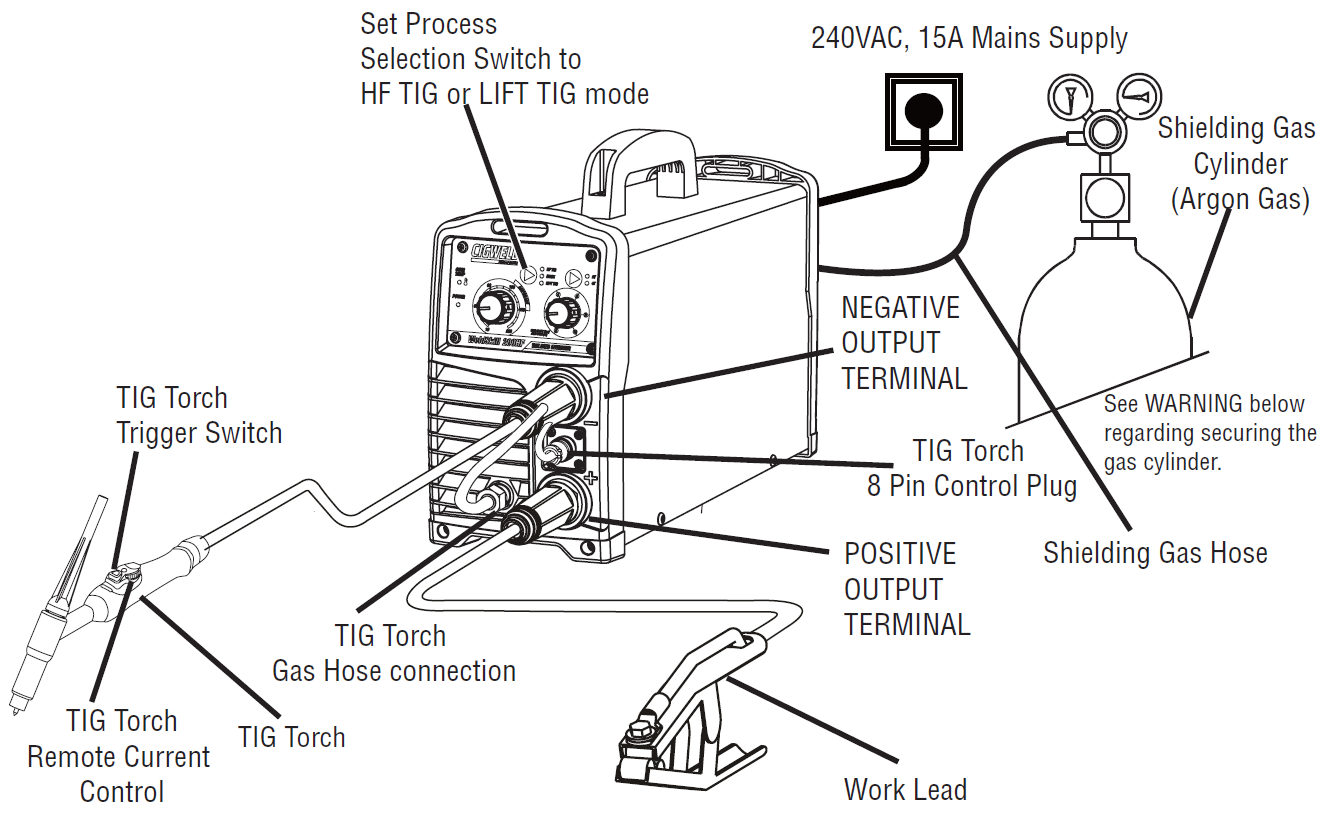
Next, Polarity. For TIG welding steel, you'll almost exclusively use DCEN (Direct Current Electrode Negative). This means the electrons flow from the tungsten to the workpiece, concentrating about two-thirds of the heat on the workpiece, which is ideal for deep penetration and a stable arc on steel. It also keeps your tungsten cooler, preventing it from melting prematurely. You'll hear about AC (Alternating Current) for aluminum, but stick with DCEN for your steel projects.
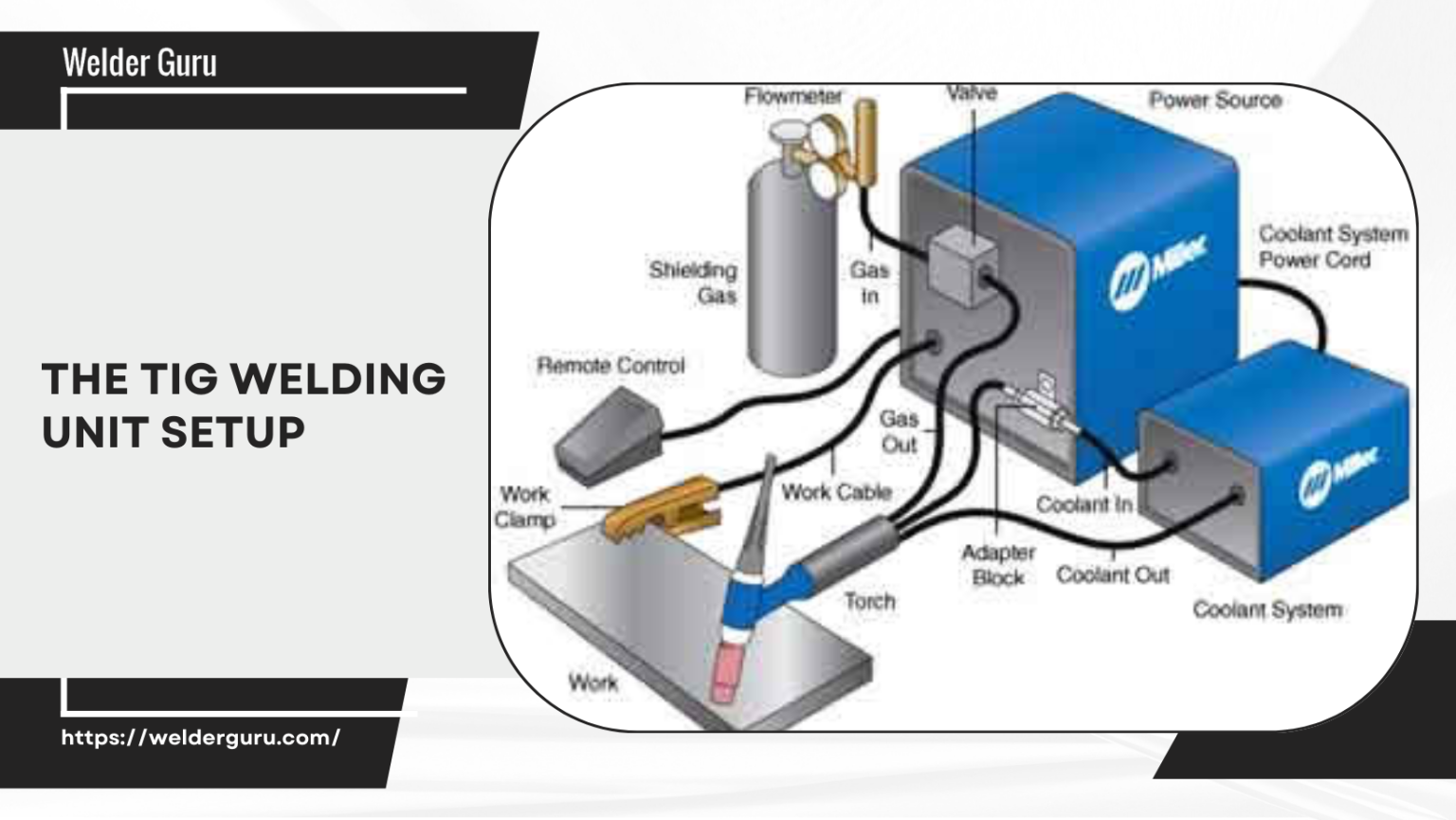
Then there's Gas Flow. TIG welding requires an inert shielding gas to protect the molten weld pool and the hot tungsten from atmospheric contaminants like oxygen and nitrogen, which would otherwise cause porosity and weaken the weld. For steel, 100% pure Argon is your go-to. A good starting point for flow rate is 15-20 cubic feet per hour (CFH). Too little gas, and your weld will be dirty and porous; too much, and it can cause turbulence, actually drawing contaminants in.
Don't forget your Tungsten Electrode. For DC steel welding, common choices include 2% Thoriated (red band) or 2% Lanthanated (blue or gold band). The key is to grind it to a sharp, tapered point. A sharp point provides a focused, stable arc, crucial for precise control. As for Filler Rod, choose one that matches your base metal. For mild steel, an ER70S-2 or ER70S-6 rod is common and works wonderfully.
Getting your TIG settings right for steel is incredibly rewarding. It’s about more than just numbers; it’s about understanding the interaction between heat, gas, and material. Start with suggested settings, make small adjustments, and observe how the weld puddle behaves. Soon, you'll develop an intuition for what looks and sounds right. The satisfaction of laying down that perfect, shiny, ripple-free bead on steel is truly unparalleled, making TIG welding an enjoyable challenge worth mastering!