Mig Welding Gas Stainless Steel
Ever gazed at a gleaming stainless steel countertop, a custom railing, or even a sleek BBQ smoker and thought, "Wow, someone made that!" There's a certain magic to fabricating something beautiful and durable from raw metal. If you're diving into the world of MIG welding, especially with the cool, clean aesthetic of stainless steel, you'll quickly discover that while your welder and wire are crucial, there’s an unsung hero working behind the scenes: the gas. And let me tell you, for stainless, it’s not just any gas; it’s the secret sauce.
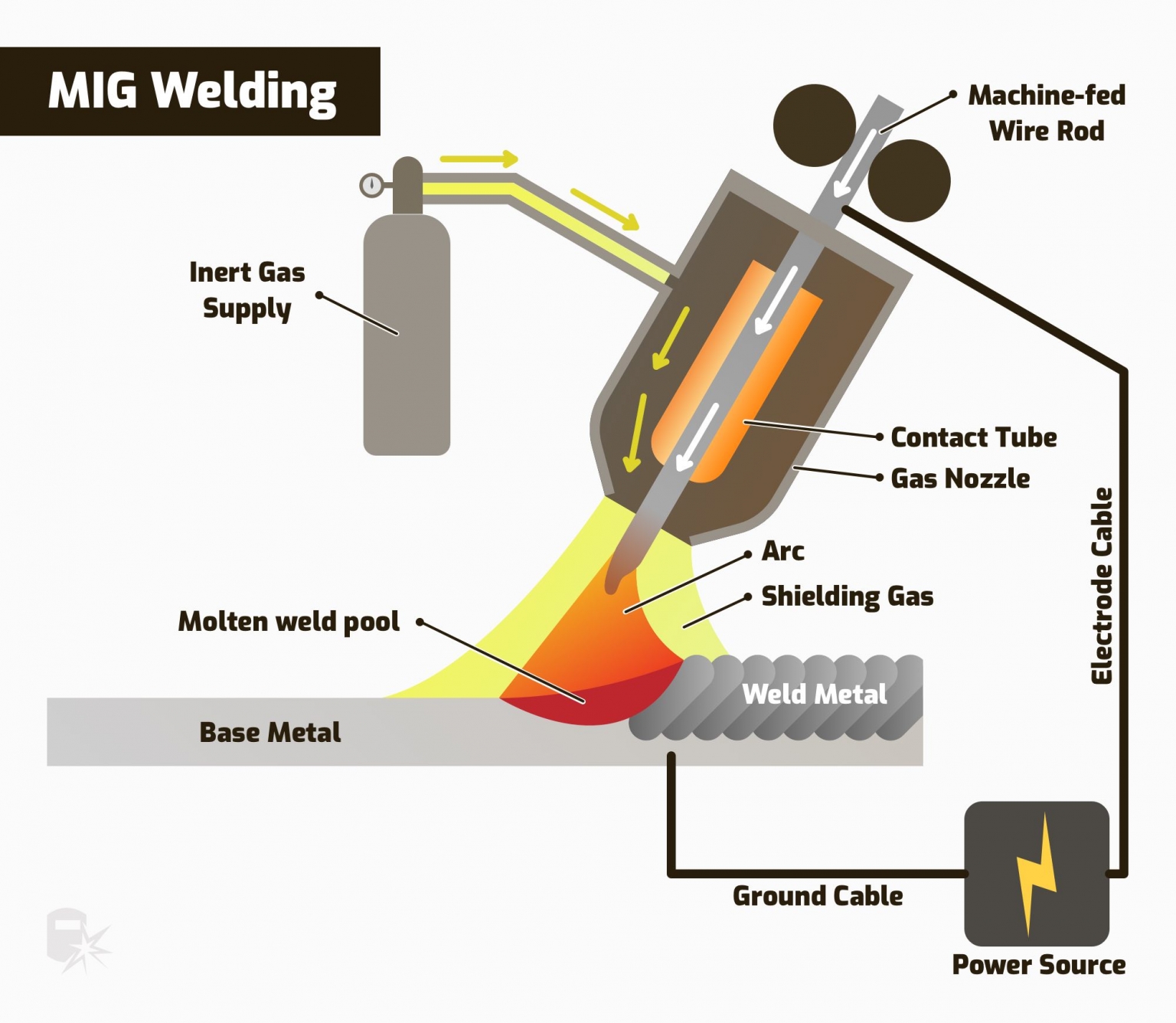
The Invisible Shield: Why Gas Matters
Think of welding gas as your weld puddle's personal bodyguard. When you're melting metal, that molten pool is super susceptible to contamination from the surrounding air – oxygen, nitrogen, you name it. For mild steel, you might get away with some basic mixes, but stainless steel is a whole different beast. It’s known for its rust resistance and strength, thanks to its chromium content. But expose that hot, molten chromium to air, and you're inviting trouble like porosity, weak welds, and a nasty discolouration known as "sugaring." That’s where your shielding gas swoops in, creating an inert or semi-inert envelope to protect your precious puddle.
Without the right gas, your stainless steel masterpiece could end up looking more like a rusty, crumbly mess than a polished work of art. It’s like trying to bake a fancy cake without an oven door – all that effort, wasted!
Must Read
Stainless Steel’s Special Demands
So, what makes stainless steel so picky? Its high chromium content forms a passive layer that resists corrosion. When you weld it, that layer is momentarily broken, and if oxygen gets in, it can ruin the material’s properties and appearance. We need a gas that’s not just shielding but also plays nicely with chromium, helping to maintain its integrity and deliver those beautiful, clean welds stainless is famous for.
The Star Players: Your Gas Options for Stainless
When it comes to MIG welding stainless steel, you’ll typically hear about two main types of gas mixes. Think of them as your lead actors, each bringing something unique to the show.

1. Argon/CO2 Mixes (The Workhorses)
Often referred to as C2 or C5 (meaning 2% or 5% CO2, with the rest being Argon), these are your go-to mixes for many stainless steel applications. Argon provides a stable arc and good penetration, while a small percentage of CO2 adds a bit of heat and helps with arc stability and puddle fluidity, giving you better bead appearance and penetration. For hobbyists and general fabrication, an Argon with 2% CO2 mix is often the sweet spot for lighter gauge stainless steel.
2. Tri-Mixes (The Premium Performers)
For more critical applications, thicker material, or when you simply want the best possible results, you’ll turn to a "tri-mix." These usually consist of Argon, Helium, and a small percentage of CO2 (e.g., 90% Argon, 7.5% Helium, 2.5% CO2). Helium is the game-changer here. It significantly increases the heat input of the arc, leading to deeper penetration and a wider, flatter weld bead. This is fantastic for thicker stainless, as it reduces the risk of cold lap and ensures a solid, strong joint. Plus, it can help minimize heat tint, keeping that stainless looking sharp.

A fun little fact: Helium is much lighter than Argon, so you often need a higher flow rate when using tri-mixes to ensure adequate shielding, as it tends to escape faster!
Practical Tips for Gas-Powered Stainless Steel Success
- Match the Mix to the Task: For thinner stainless (think kitchen splashbacks or light brackets), an Argon/2% CO2 blend is usually perfect. For thicker gauges (heavy duty grills, industrial components), investing in a tri-mix will pay off with superior welds.
- Flow Rate is Key: Don't just set it and forget it! Your gas flow rate needs to be dialed in. Too little, and you get porosity; too much, and you're wasting gas and potentially introducing turbulence. Consult your machine or gas supplier for recommended settings, often between 20-30 cubic feet per hour (CFH).
- Cleanliness is Next to Weldliness: Always make sure your stainless steel is squeaky clean before welding. Grease, oil, or rust can contaminate your weld, even with the best gas. Acetone or a dedicated metal cleaner is your friend here.
- Test, Test, Test: Before you tackle your main project, always do a few test welds on scrap pieces. This allows you to fine-tune your gas flow, voltage, and wire speed for that perfect, shimmering stainless bead.
The Satisfaction of a Perfect Bead
There’s something incredibly satisfying about laying down a beautiful, consistent bead on stainless steel. The way the metal glows, the rhythmic hum of the machine, and the knowledge that you’re creating something strong, durable, and aesthetically pleasing. It’s a testament to skill, patience, and knowing your materials – right down to the invisible gas that makes it all possible.
Like any craft or hobby, understanding the nuances of your tools and materials makes all the difference. Choosing the right gas for your stainless steel MIG welding isn't just a technical detail; it's about respecting the material and ensuring your hard work results in a lasting, quality piece. In life, sometimes the most important protective layers or invisible helpers are the ones we pay the least attention to, yet they make all the difference in achieving something truly resilient and beautiful. So next time you're wielding that MIG gun on stainless, give a little nod to that silent, shielding gas – your true partner in crime.

