1/4 Welding Rod 7018 Amperage
Alright, let's talk about the big, burly world of a 1/4 inch 7018 welding rod. This isn't your dainty little jewelry-making stick. Oh no. This is the heavyweight champion of the welding arena, the kind of rod you pull out when you mean business – like building a bridge, fixing heavy machinery, or maybe even just making sure your garden gate doesn't ever, ever sag again. It’s got a reputation for strength and reliability, but like any strong silent type, it can be a bit particular about its energy drink: amperage.
The 7018 Rod: A Gentle Giant (Mostly)
Imagine you've got a buddy. He's incredibly strong, dependable, and always there when you need some serious muscle. That's your 7018 rod. Specifically, the 1/4 inch version is like that friend who's also played linebacker for a college team. He's awesome, but you wouldn't ask him to thread a needle, would you? He needs room to work, and more importantly, he needs the right amount of fuel in his tank to perform.
This particular rod, the 7018, is famous for its low hydrogen properties, which basically means it's less prone to causing tiny, invisible defects that could weaken your weld later on. Think of it as the health-conscious bodybuilder who doesn't skimp on his protein shake.
Must Read
Amperage: The Volume Knob of Power
Now, onto the mysterious beast known as amperage. If welding were a rock concert, amperage would be the giant volume knob on the amplifier. Too low, and the band sounds like they're playing in a tin can. Too high, and your eardrums are going to stage dive right out of your head. For our quarter-inch 7018, finding that sweet spot is less about decibels and more about a beautiful, molten puddle of steel.
You see, amperage controls the heat. It’s the juice, the oomph, the get-up-and-go that melts that big ol' rod and the base metal into a single, cohesive unit. With a rod this size, we're not talking about a gentle simmer; we're talking about bringing the heat!
Too Low: The Grumpy Morning Syndrome
Ever tried to start your car on a freezing morning with a nearly dead battery? That sputtering, reluctant groan? That's what welding with too low an amperage feels like for a 1/4 inch 7018. The rod will stick to the workpiece like a shy kid clinging to his mom's leg. It sputters, it struggles, and it generally refuses to make a nice, fluid puddle.
You'll get a cold, lumpy, uneven weld bead that looks less like a strong joint and more like a pigeon's breakfast. It's frustrating, it's messy, and it makes you want to throw your hood across the shop. The arc is unstable, and you'll be chipping off way more slag than actual weld. Trust me, nobody enjoys peeling off a bad weld that just wouldn’t flow.
Too High: The Bull in a China Shop
On the flip side, crank that amperage dial up too high, and you've got yourself a bull in a china shop situation. The arc becomes wild, the puddle turns into an uncontrollable molten mess, and you risk what we charmingly call "blow-through." That’s when you literally melt a hole right through your material, like trying to cut butter with a flamethrower.
High amperage also leads to excessive spatter (think tiny, super-hot metal popcorn flying everywhere), undercut (where the base metal next to the weld melts away, weakening the joint), and a generally ugly, porous weld. It’s like trying to paint a masterpiece with a fire hose – lots of paint, zero control, and a big mess.

The Sweet Spot: Goldilocks and the Arc
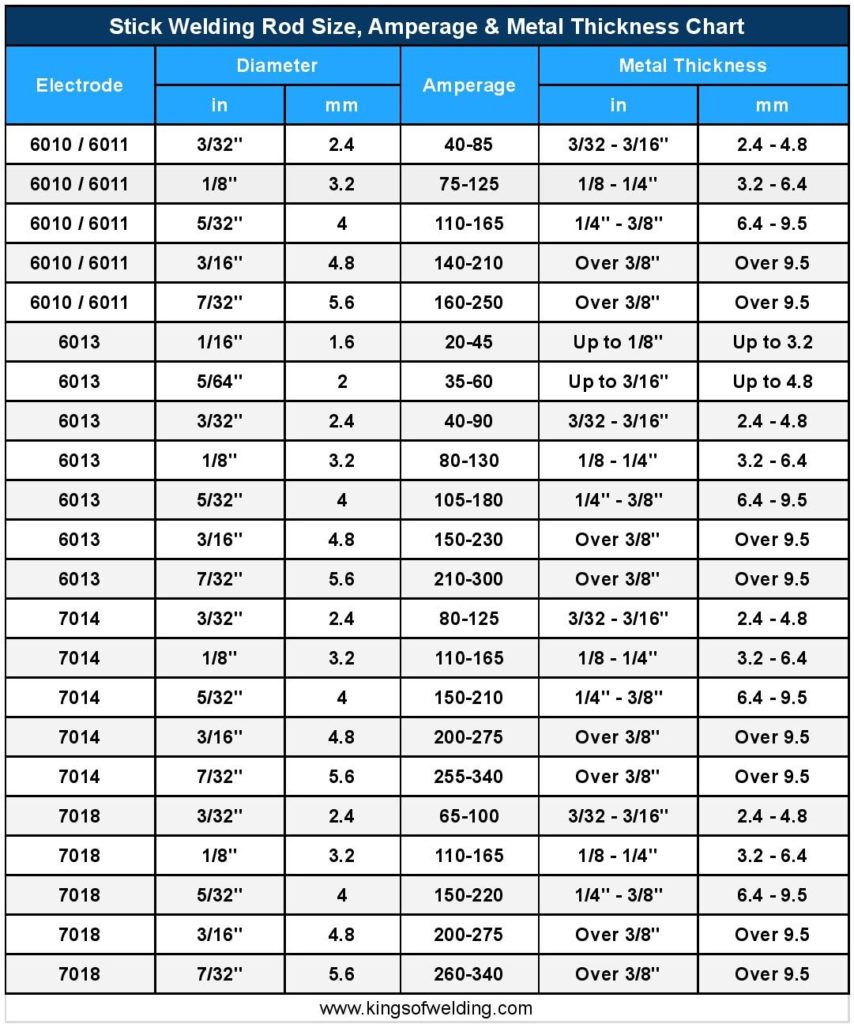
So, where's the magic number? For a 1/4 inch 7018 rod, you're generally going to be playing in the big leagues of amperage. Most welders will start somewhere in the range of 220 to 300+ amps.
Think of it like tuning a guitar or finding the perfect temperature for your shower. You don't just guess; you start in a recommended range and then make small, incremental adjustments until it feels just right. For a 1/4 inch 7018, "just right" means a smooth, stable arc that creates a nice, controlled puddle. The slag should peel off easily, sometimes even curling up on its own like a potato chip after the weld cools. That's the sign of a happy weld!

Your exact amperage will depend on a few things: the position you're welding in (flat, horizontal, vertical, overhead), the thickness of your material, and even the specific brand of rod you're using. But a good rule of thumb is to start around 250 amps for flat and horizontal positions on sufficiently thick material and then tweak from there. If it's sticking, bump it up a bit. If it's blowing holes, dial it down.
It’s All About Feel and Practice
Ultimately, mastering the amperage for your 1/4 inch 7018 is a bit like learning to ride a bike. You can read all the instructions in the world, but until you get on and start pedaling, you won't truly get it. Start with recommended settings, listen to your arc, watch your puddle, and adjust until your welds are strong, clean, and make you proud.
So next time you grab that hefty 1/4 inch 7018, remember it’s a powerhouse. Give it the respect it deserves, dial in that amperage just right, and watch it lay down some serious, beautiful metal. Happy welding!