Which Shielding Gas Improves Fcaw Weld Penetration

Alright, settle in, grab your metaphorical coffee (or actual coffee, I'm not judging), because we're about to dive into the thrilling world of FCAW welding and shielding gases. Specifically, the burning question that keeps welders up at night (besides the occasional arc flash nightmare): which gas gives you the deepest, most satisfying weld penetration?
Now, before we get started, let's clear up a common misconception. Thinking that shielding gas is just some invisible air freshener you spray on your weld pool? That's like thinking a race car driver just sprinkles glitter on their engine for extra speed. It's way more important than that! Your shielding gas is your weld's bodyguard, protecting it from atmospheric nasties like oxygen and nitrogen, which can cause porosity (tiny little holes) and weaken your weld like a poorly constructed house of cards. Nobody wants that, right?
The Usual Suspects: Argon, CO2, and Mixtures
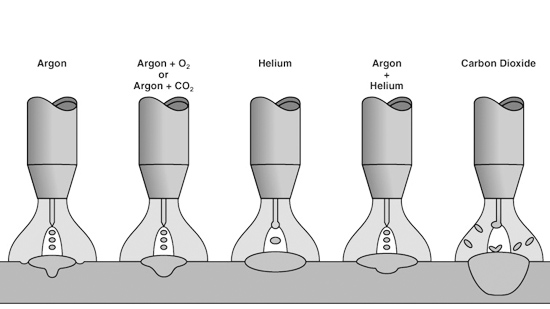
So, who are the contenders in this penetration power-up game? The usual suspects in the FCAW shielding gas lineup are argon (Ar), carbon dioxide (CO2), and various mixtures of the two. Argon is the chill, inert gas that’s all about producing a smooth, clean weld with minimal spatter. CO2, on the other hand, is the energetic, slightly grumpy gas that's known for its deeper penetration but can also lead to more spatter and a less refined weld appearance.
Must Read
Think of it this way: Argon is the well-behaved kid who always does their homework, while CO2 is the rebellious teenager who gets the job done... but maybe leaves a bit of a mess in the process. Both have their merits, depending on what you're trying to achieve.
And then there are the mixtures. These are the carefully crafted combinations, designed to give you the best of both worlds – the smoothness of argon with a penetration boost from CO2. Like a carefully curated playlist for welding!

Pure Argon: The Gentle Touch
Using pure argon with FCAW is like trying to cut a steak with a butter knife – technically possible, but not exactly ideal. While argon creates a stable arc and a clean weld, it doesn't provide the necessary heat input for deep penetration in most FCAW applications. It's generally reserved for special situations like welding stainless steel with specific flux-cored wires.

Pure CO2: The Penetration Powerhouse (with a Catch)
Here's where things get interesting! CO2 is the undisputed champion when it comes to driving that heat deep into your base metal. It creates a hot, forceful arc that can really dig in. It provides deeper penetration than argon, which is what we want! But, and it's a big but, CO2 also has a tendency to produce more spatter. Spatter is those little molten balls of metal that seem to defy gravity and stick to everything except where you actually want them to be. Cleaning up spatter is a pain, and it can negatively affect the weld's appearance. Plus, CO2 can contribute to a less stable arc compared to argon.
Argon/CO2 Mixtures: The Sweet Spot

This is where the magic happens. Mixing argon and CO2 is like finding the perfect balance of coffee and milk in your latte – not too bitter, not too bland, just right. Common mixtures like 75% Argon/25% CO2 or 80% Argon/20% CO2 offer a great compromise between penetration, arc stability, and spatter control. The argon helps to smooth out the arc and reduce spatter, while the CO2 provides that extra bit of oomph to drive the heat deeper into the weld joint.
Surprising Fact: Did you know that CO2 actually decomposes in the intense heat of the welding arc, releasing carbon monoxide (CO) and oxygen (O)? Don't worry, you're not going to suddenly turn into a supervillain breathing toxic fumes (provided you have proper ventilation, of course!). The oxygen reacts with the molten metal, helping to create a cleaner weld, while the carbon monoxide plays a role in the arc characteristics.
The Verdict: It Depends (But Mostly CO2)
So, which shielding gas is the ultimate penetration enhancer? The honest answer is: it depends. It depends on the specific flux-cored wire you're using, the type of metal you're welding, the thickness of the material, and your desired weld characteristics. However, generally speaking, CO2, either pure or in mixtures, will give you the best penetration with FCAW.
Here's a quick cheat sheet:
- Need maximum penetration? Go with CO2 or a high-CO2 mixture.
- Want a smoother, cleaner weld with less spatter? Opt for a higher argon percentage in your mixture.
- Welding something exotic like stainless steel? Consult the wire manufacturer's recommendations, as special gases may be required.
Ultimately, the best way to find the perfect shielding gas for your FCAW application is to experiment and see what works best for you. Just remember to always prioritize safety, wear appropriate PPE, and, you know, don't set anything on fire (unless you're intentionally welding something, of course!). Happy welding!