What Gas To Use For Mig Welding
Alright, friend! So, you’ve got your snazzy MIG welder, your spools of wire, and you’re ready to lay down some glorious beads. But then you stare at that tank hookup and think, “Hold on a minute, what in the hocus pocus do I put in there?” Don’t sweat it! Choosing the right gas for your MIG welding isn't rocket science, and it certainly doesn't require a Ph.D. in chemistry. Think of it more like picking the right spice for your dinner – different metals like different flavors!
Let's Talk Gas! (And Why It Matters)
Before we dive into the nitty-gritty, let's quickly explain why gas is even a thing. When you're MIG welding, you're creating an electric arc that melts your wire and the metal you're working on. This molten metal is super susceptible to contamination from the air around it – things like oxygen and nitrogen are just waiting to mess up your beautiful weld, making it weak and brittle. That's where shielding gas comes in! It creates a protective cloud around your weld puddle, shooing away those pesky atmospheric contaminants. Pretty neat, right?
Think of it like a bouncer at a fancy club, keeping all the riff-raff (oxygen, nitrogen) away from the VIP section (your weld puddle). Without it, your weld would be about as strong as a wet noodle. And nobody wants a wet noodle weld!
Must Read
The MVP: Argon-CO2 Mix (aka C25)
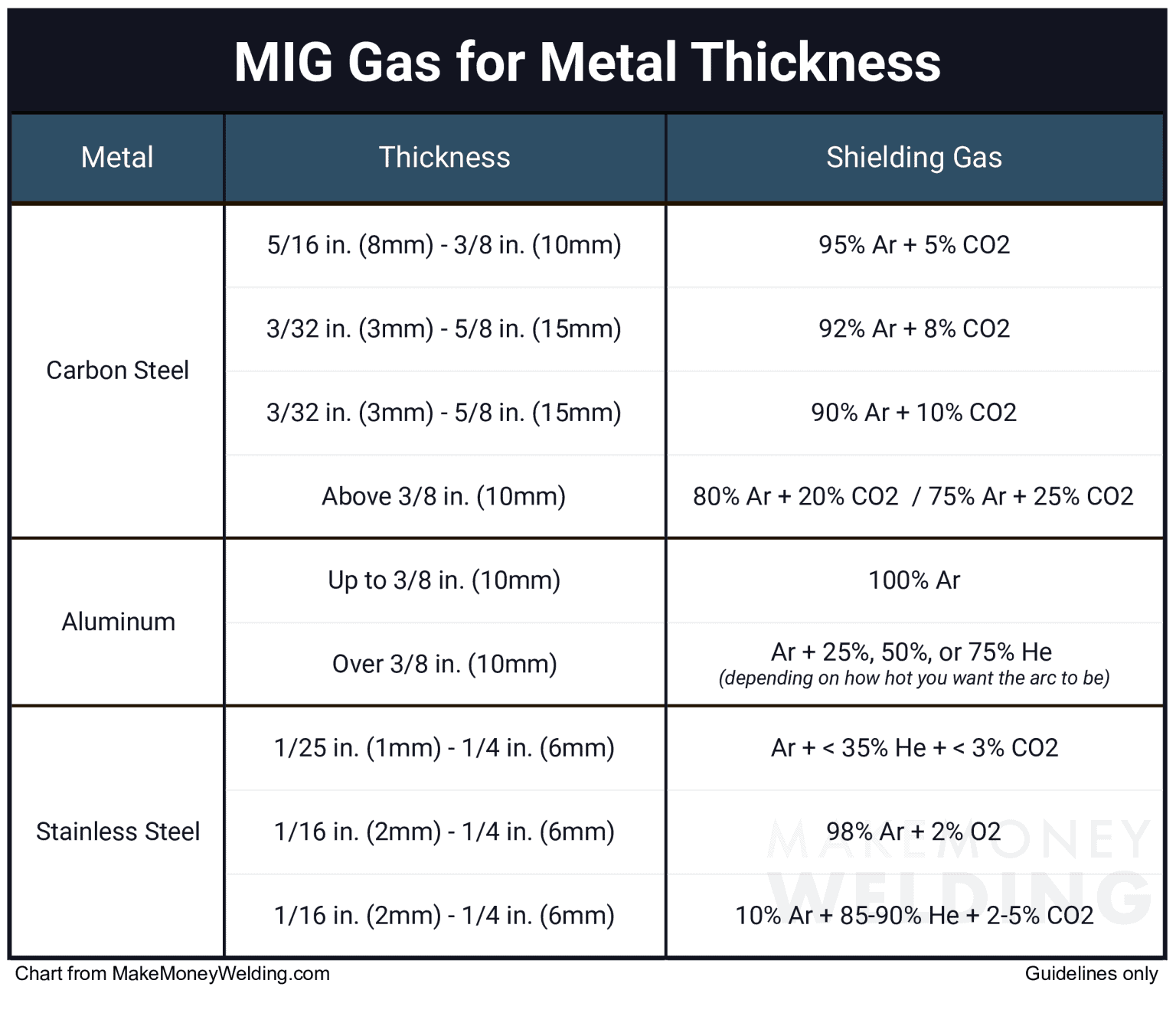
If you're welding mild steel (which, let's be honest, most of us are starting with), then you’re probably going to be buddies with a gas called C25. This is your go-to, your bread-and-butter, your trusty sidekick! It’s typically 75% Argon and 25% Carbon Dioxide (CO2). Sometimes you’ll see it called 75/25, or even just C25. It's like the Swiss Army knife of MIG gases for steel.
Why is it so popular? Well, the Argon provides a smooth, stable arc and good bead appearance, while the CO2 gives you that crucial penetration and helps cut through any mill scale on your steel. It’s the perfect balance, giving you a nice, clean, strong weld with minimal spatter. It’s like the perfect harmony in a band – both elements playing their part beautifully. If you're welding anything from thin sheet metal to thicker structural stuff in mild steel, C25 is your best friend. It's easy to use, forgiving, and generally makes you look like a welding superstar.
The Budget Buddy: 100% CO2
Now, let's talk about the underdog, the scrappy fighter, the one that won't break the bank: 100% CO2. Yep, just straight-up carbon dioxide. This gas is generally cheaper than argon mixes, which can be mighty appealing, especially if you're just starting out or working on a tight budget. It’s the "ramen noodles" of welding gas – affordable and gets the job done!
100% CO2 provides excellent penetration, which is great for thicker metals or if you need to ensure a really strong bond. However, there’s a trade-off (isn't there always?). Welding with 100% CO2 can result in a rougher arc and significantly more spatter. We’re talking little metal popcorn flying everywhere, which means more cleanup later. Plus, the weld bead might not look as pretty or smooth as one done with C25. Think of it as the difference between a perfectly smooth concrete sidewalk and one with a few too many pebbles sticking out. Still functional, but less aesthetically pleasing. So, if your wallet is screaming and you don't mind a little extra grinding, 100% CO2 can definitely work, especially for outdoor projects or less critical welds.

The Fancy Fella: 100% Argon (and its buddies)
If you’re stepping into the world of aluminum or stainless steel, then 100% Argon is your VIP pass. Argon is an inert gas, meaning it doesn't react with the molten metal. This is super important for reactive metals like aluminum, which would turn into a gritty, sooty mess with CO2 in the mix. So, for aluminum MIG welding, it’s 100% Argon or bust! The arc is smooth, clean, and produces beautiful, shiny welds on aluminum.
A big, flashing neon sign warning: Do NOT use 100% Argon for welding mild steel! It will create an incredibly narrow, ropey bead with zero penetration and a ton of undercut. You’ll end up with a mess that looks like a sad worm, not a strong weld. Stick to the C25 for steel, trust me on this one!
For some specialized stainless steel applications, or very thick aluminum, you might hear about Argon-Helium mixes (like 75% Argon / 25% Helium). Helium runs hotter and helps with penetration on those trickier materials. But for basic aluminum, 100% Argon is usually all you need. Don't overthink it, just know it's out there if you ever want to get super fancy!
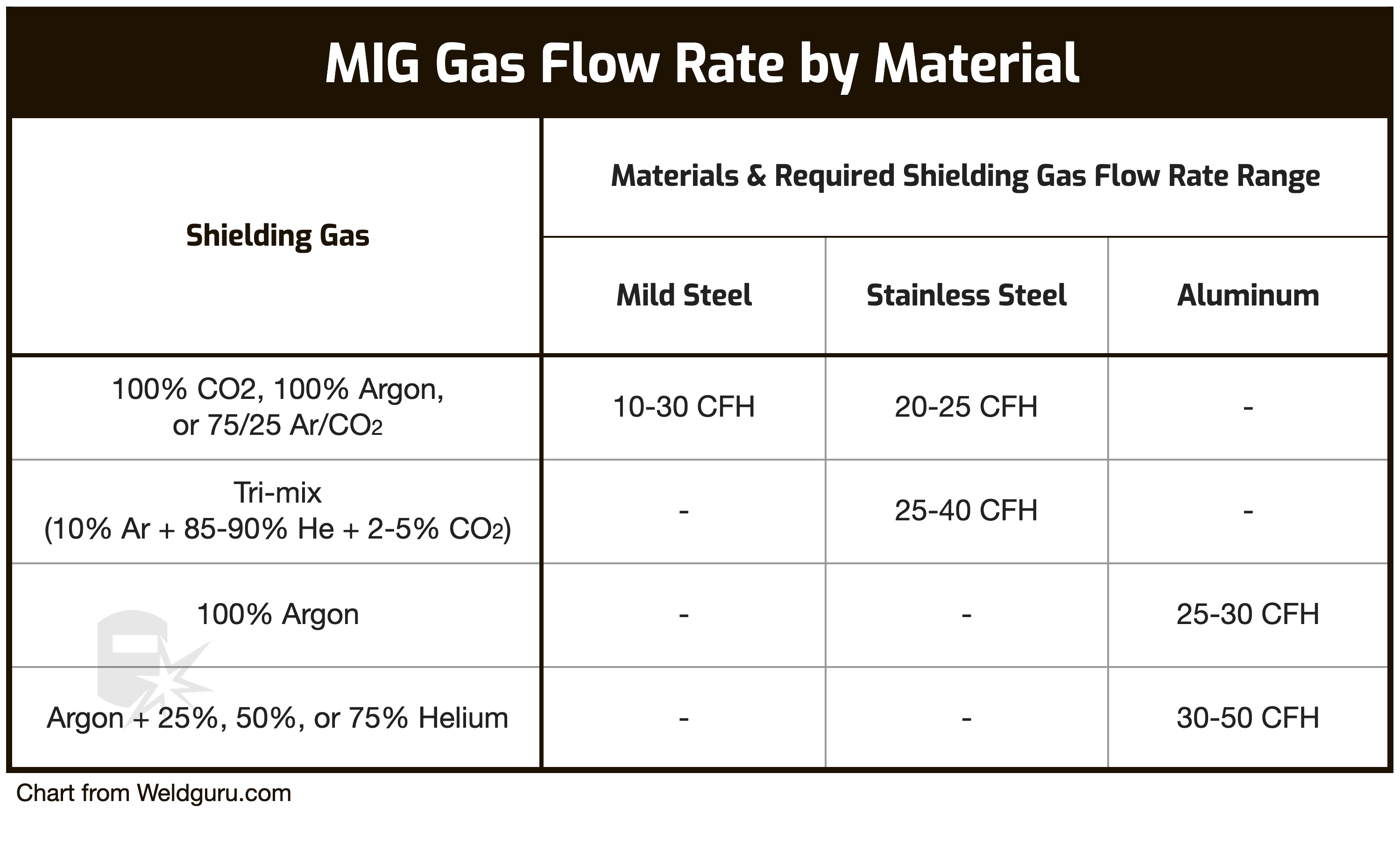
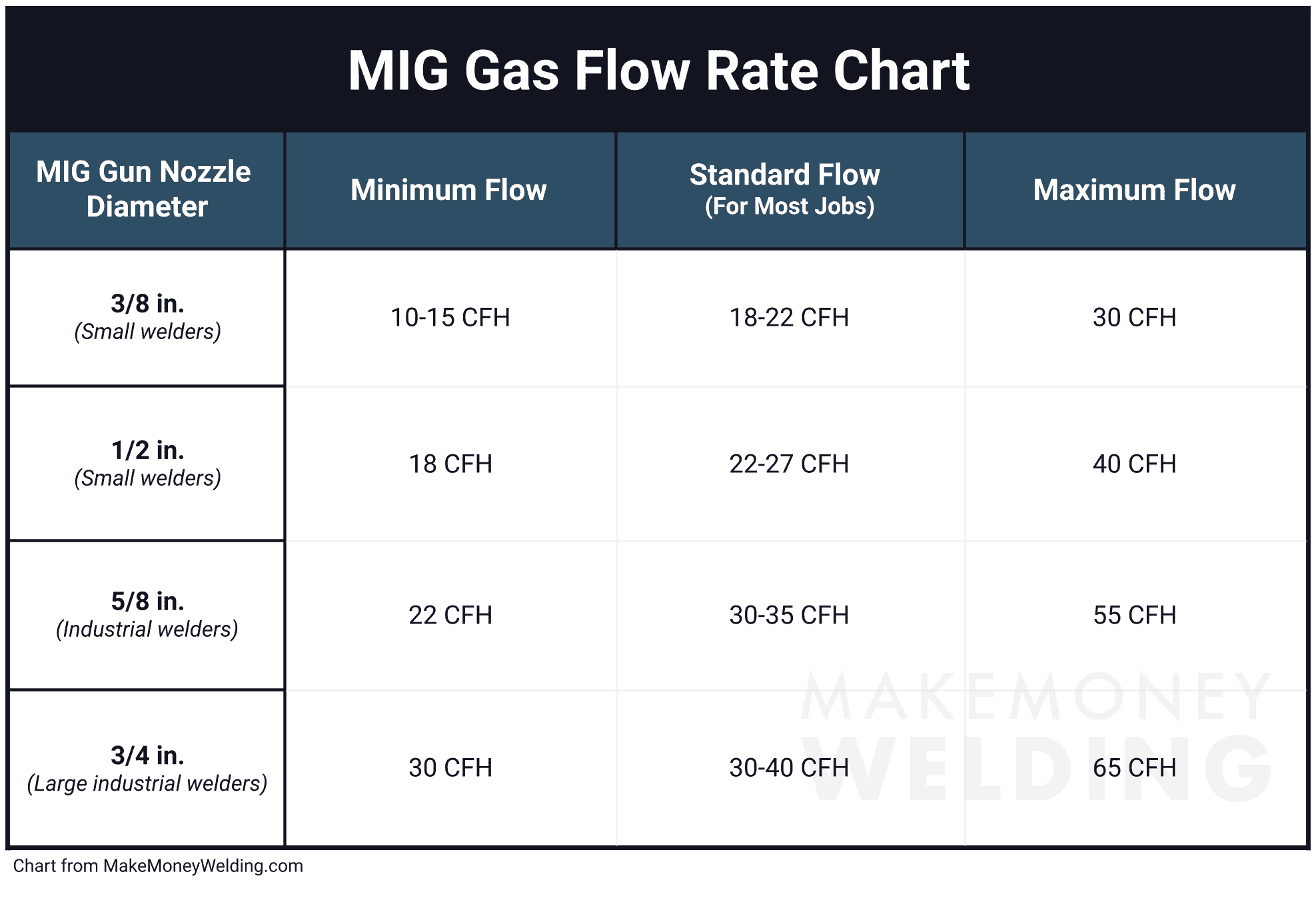
Flow Rate: Don't Forget Your PSI!
Once you’ve got your gas hooked up, don’t forget to set your flow rate! This is usually measured in Cubic Feet per Hour (CFH) or Liters per Minute (LPM) on your regulator. A good starting point for MIG welding is usually around 15-25 CFH. Too little, and you risk air contamination. Too much, and you're just wasting gas and creating turbulence, which can actually pull air into your weld. Think of it like a gentle breeze, not a hurricane, protecting your weld.
A Quick Safety Nudge (because I care!)
Always remember that welding fumes aren’t great for your lungs. Make sure you’re in a well-ventilated area, or use a fume extractor. Your lungs will thank you!
So, What's the Verdict, Pal?
In a nutshell:
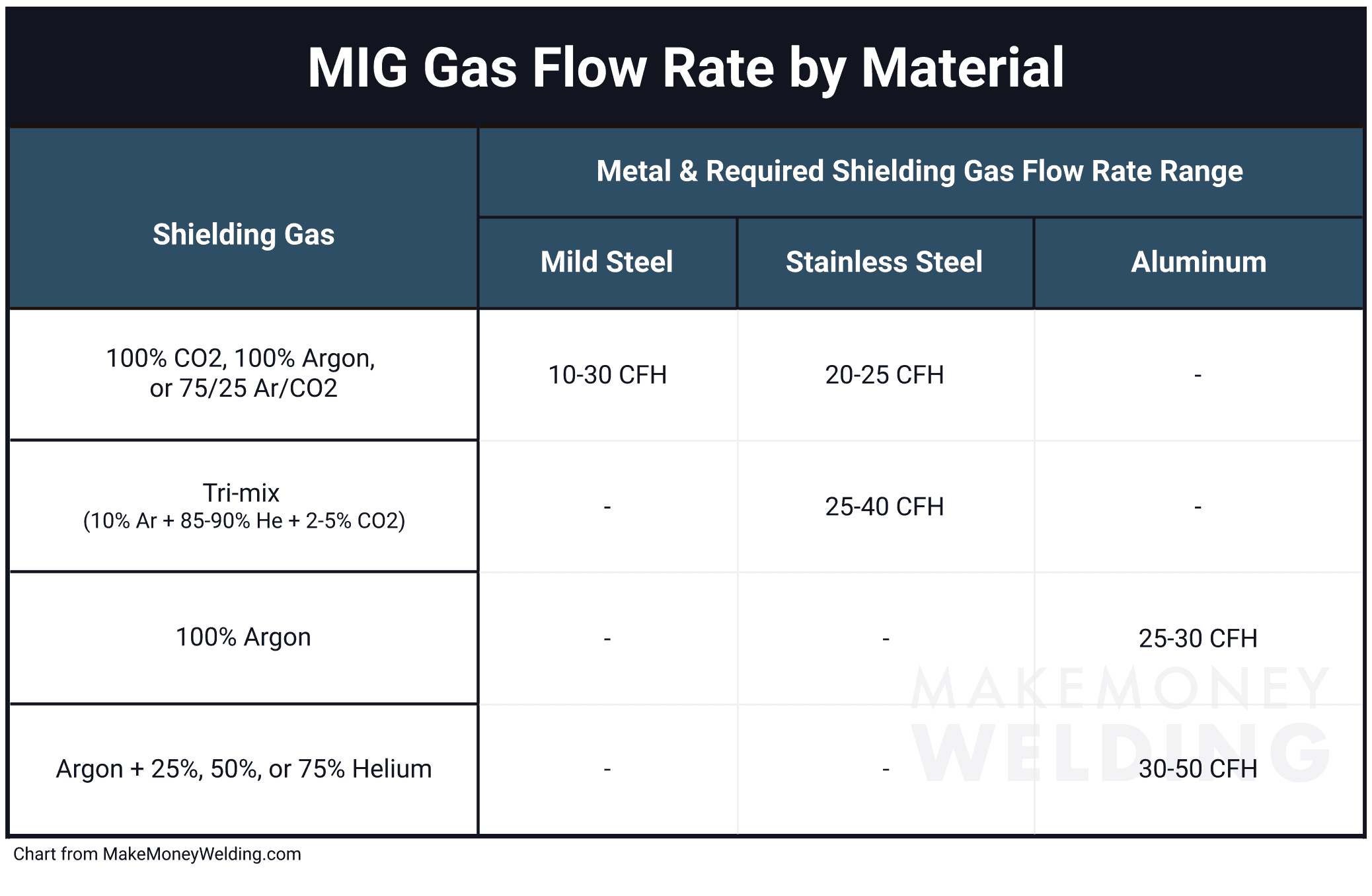
- For mild steel, especially if you're just starting or want the best all-around performance, go with 75% Argon / 25% CO2 (C25). It’s the reliable workhorse.
- For mild steel on a budget, and if you don’t mind a bit more spatter and cleanup, 100% CO2 can get the job done.
- For aluminum (or stainless steel), you absolutely need 100% Argon. No substitutes!
See? Not so scary, right? Choosing the right gas is just another step on your awesome welding journey. Now that you’re armed with this knowledge, you can approach your next project with confidence, knowing you’ve got the perfect shielding gas protecting your precious welds. So go forth, ignite that arc, and create something amazing. You got this, and the world is waiting for your brilliant sparks!