Gas To Weld Stainless Steel
Hey there, fellow metal wizard! So, you wanna tackle some stainless steel, huh? Good on ya! It's beautiful stuff, but let's be real, it can be a bit of a diva sometimes. It's not like plain old mild steel, where you can just kinda… zap it and call it a day. Oh no, stainless demands a little more finesse, a little more respect. And a big part of that respect? It's all about the gas.
Yeah, I know. Gas. Sounds kinda boring, right? But trust me, when it comes to welding stainless, the right gas is the difference between a gorgeous, shiny, strong weld that’ll last forever, and a crusty, sugared-up, rusty mess that’ll make you wanna cry into your helmet. Nobody wants that, do they?
The King of Clean: Pure Argon
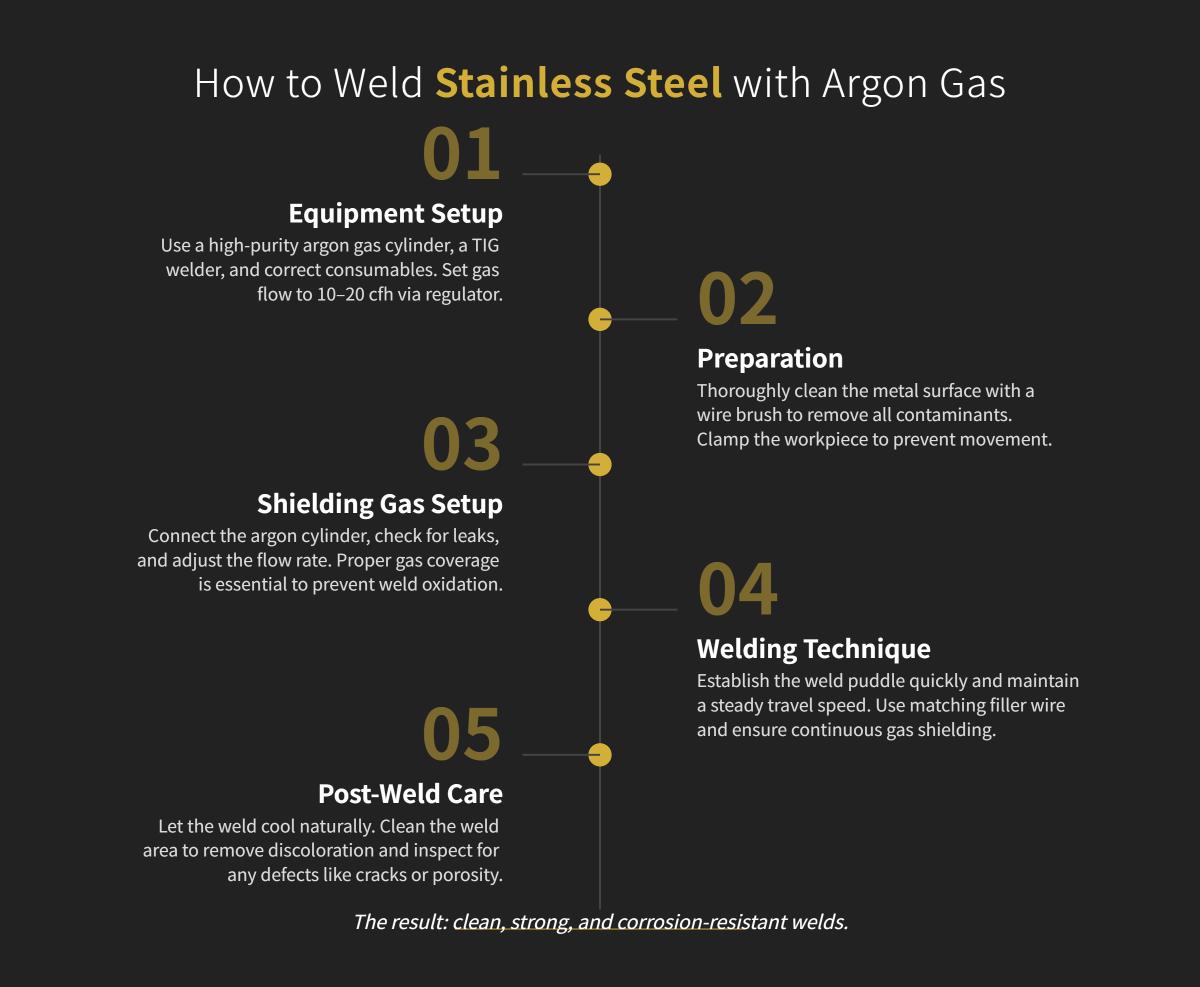
Alright, let’s get straight to the monarch of all welding gases for stainless, especially if you’re TIG welding: pure Argon. Seriously, this stuff is your best friend. Why? Because Argon is an inert gas. Think of it like a tiny, invisible bodyguard for your molten weld puddle. It swoops in and shoves all the nasty oxygen and nitrogen out of the way.
Must Read
Why is that important? Well, oxygen and nitrogen are like the villains in our story. When they get cozy with super-hot stainless steel, they cause all sorts of problems: porosity (tiny holes!), discoloration, and worst of all, they can mess with the corrosion resistance that makes stainless stainless in the first place. Nobody wants a fancy stainless railing that rusts, right? That’s just embarrassing!
So, for most TIG welding of stainless steel, especially thinner stuff, 100% pure Argon is the way to go. It gives you a stable arc, excellent penetration, and a beautiful, clean, low-spatter weld. It’s like the gentle hand that guides your weld puddle to perfection. Plus, it’s pretty forgiving, which is always a bonus when you're just getting started or having an off day.

MIG Welding Stainless: A Little Mixology
Now, if you’re a MIG welder and you’re looking to join the stainless party, things get a tad more complicated, but still totally doable. You generally won’t stick with pure Argon for MIG. Why? Because MIG welding is a hotter, faster process, and pure Argon can sometimes lead to a slightly ropey, less-than-perfect bead profile and not enough wetting action on the edges.
This is where the gas blenders come out! For MIG welding stainless, you're usually looking at an Argon mix. And no, you generally don't want a standard Argon/CO2 mix like you’d use for mild steel. Why? Because CO2, while great for penetration on carbon steel, introduces carbon into the weld. And what do we know about stainless? It’s finicky about carbon. Too much can lead to carbide precipitation, which sounds fancy, but basically means it loses its corrosion resistance and becomes brittle. Big no-no!
So, what’s the secret sauce for MIG stainless? Usually, it's Argon with a small percentage of Oxygen (O2) or Carbon Dioxide (CO2), but we're talking tiny amounts here – like 1-2% O2 or 2-5% CO2. These small additions help stabilize the arc, improve bead wetting, and reduce spatter. The oxygen in particular helps create a smoother, flatter bead profile and enhances arc stability without significantly compromising the stainless properties. Think of it as just enough spice to make the dish perfect, but not so much it burns your tongue!

Another common blend you might see is Argon with Helium (He). Helium is great for adding more heat to your weld puddle. So, if you're working with thicker stainless sections and need more penetration or a faster travel speed, an Argon-Helium mix can be your go-to. Helium is super light and conducts heat really well, so it just ramps up the intensity. It's like turning the dial up to "eleven" when you need that extra kick!
Don't Forget the Backside! Back Purging
Okay, this one is crucial for serious stainless work, especially when you’re dealing with pipes or anything where the back of the weld is exposed and needs to be pretty. It’s called back purging. Imagine you're welding a pipe. The outside looks beautiful with your Argon shield, but what about the inside? That's still open to atmospheric oxygen!

So, for critical applications, you literally flood the back of the weld area with another stream of pure Argon. It's like having a second bodyguard protecting the inside seam from oxygen and nitrogen. Without back purging, you'll get what welders lovingly call "sugaring" – a crusty, crumbly, oxidized mess on the back of the weld that destroys corrosion resistance. It looks terrible and performs even worse. Seriously, don’t skimp on back purging if the application calls for it. Your stainless (and your boss) will thank you.
Purity Matters, My Friend!
One last little nugget of wisdom: always, always, always use welding-grade gas. Don't cheap out and grab something that's "mostly" Argon. Impurities in your gas can wreak havoc on your welds, causing all those nasty problems we talked about earlier. Think of it like baking a fancy cake: you wouldn't use questionable ingredients, would you? Same goes for welding. Purity is paramount!
So there you have it! Welding stainless steel doesn't have to be a nightmare. With the right gas – mostly pure Argon for TIG, and some carefully selected Argon mixes for MIG, plus back purging for critical joints – you’ll be laying down shiny, strong, corrosion-resistant welds like a pro. Go forth and weld, my friend! And remember, practice, patience, and the right gas are your secret weapons. Now, go make some magic!