Gas For Mig Welding Aluminum
Alright, grab a mug, settle in, because we're about to talk about something that can either make you feel like a welding wizard or leave you staring at a sad, sooty mess wondering where it all went wrong: the gas for MIG welding aluminum. It's less of a chemical reaction and more of a cosmic ballet, honestly.
You know aluminum, right? The superhero of metals. Light as a feather, strong as an ox (mostly), doesn't rust, and conducts electricity like a boss. Great for everything from beer cans to spaceships. But try to weld it with your everyday MIG setup, and suddenly it turns into a grumpy teenager who refuses to cooperate.
The Villain: Oxidation and Contaminants
The problem with aluminum isn't its personality; it's its superpower. It loves oxygen. Like, really, truly loves it. The moment aluminum is exposed to air, it immediately forms a super-thin, super-tough layer of aluminum oxide. This layer has a much higher melting point than the aluminum itself. So, when you try to melt aluminum, you're fighting this invisible armor that's trying to ruin your day.
Must Read
And then there are the other usual suspects: nitrogen, hydrogen, water vapor. All these atmospheric ne'er-do-wells are just waiting to sneak into your molten puddle, causing porosity, cracking, and welds that look like they were laid by a startled pigeon.
The Wrong Gas: A Recipe for Disaster
So, you grab your trusty MIG machine, load up some aluminum wire, and think, "Hey, my argon/CO2 mix works great for steel! Let's give it a whirl!" My friend, that's like trying to put out a fire with gasoline. It's going to be a spectacular failure, full of sparks and regret.
When you introduce CO2 (carbon dioxide) to molten aluminum, it literally breaks down. The carbon can contaminate your weld, and the oxygen? Oh boy, that oxygen dives straight into your aluminum puddle, creating even more oxides. You'll end up with a weld that's black, sooty, full of holes, and weaker than a three-day-old coffee. You'll stare at it, perplexed, wondering if you accidentally welded with a charcoal briquette. Do not do this. Your aluminum will judge you.
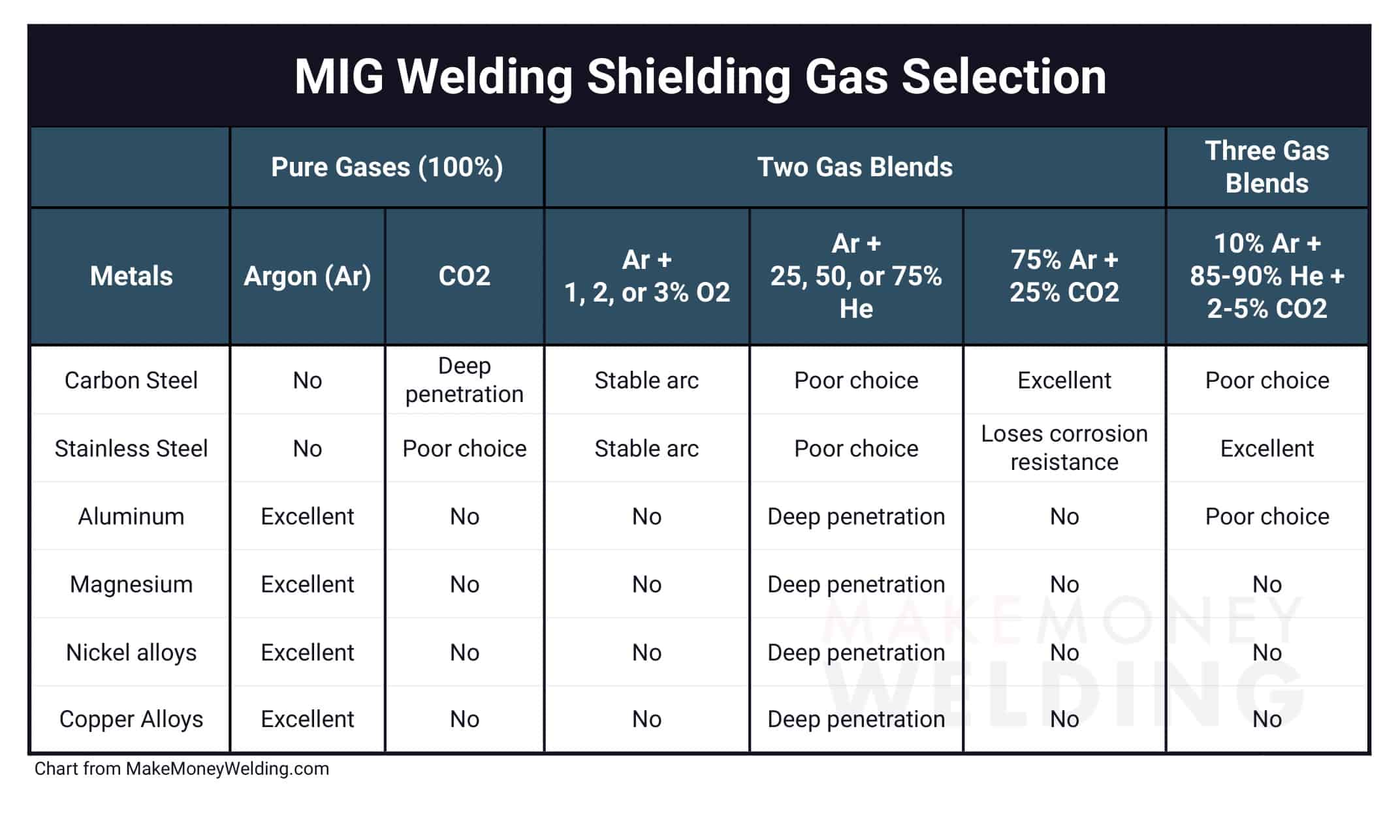
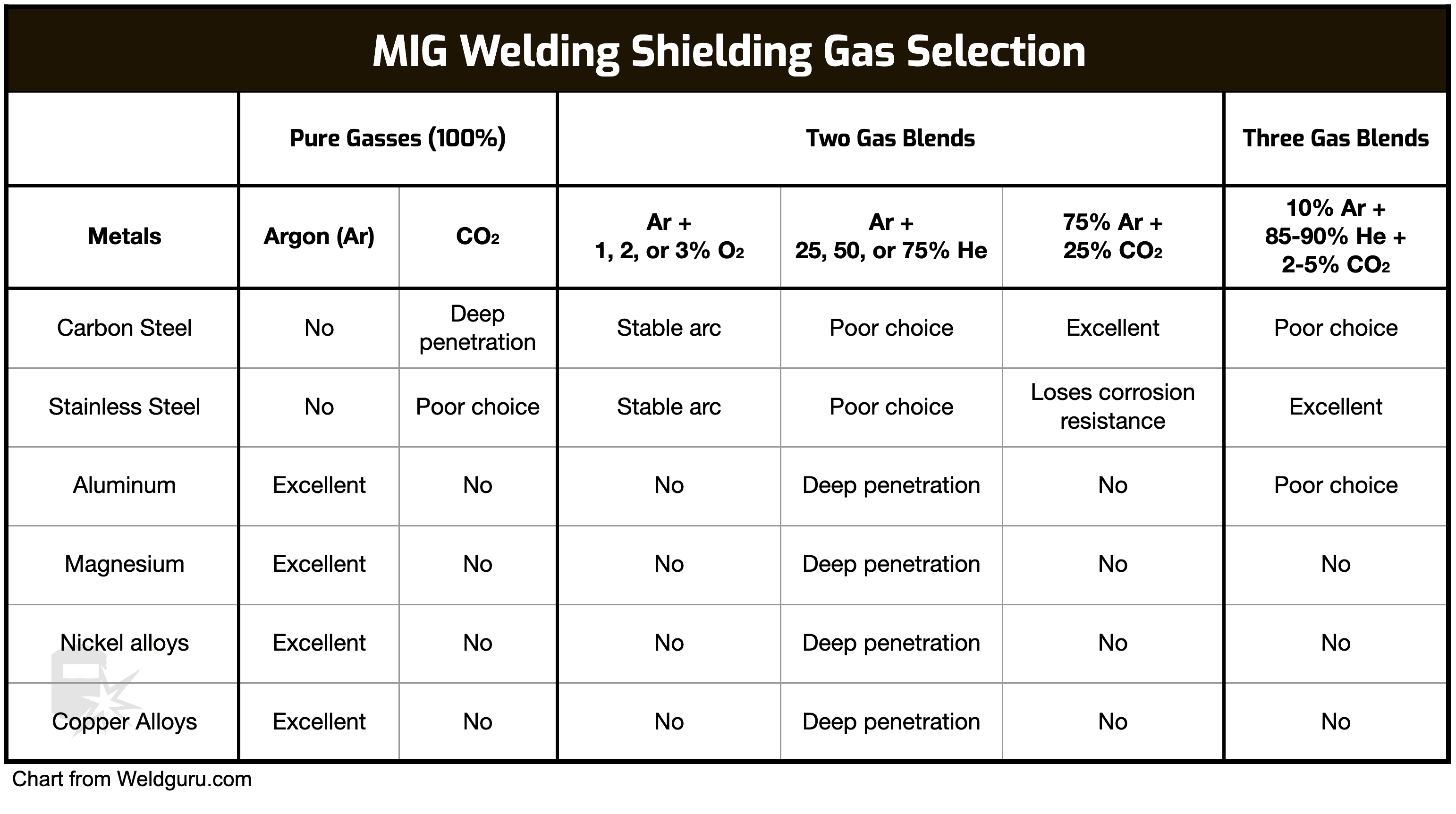
The Hero of the Story: 100% Argon
Enter our protagonist, the silent guardian, the noble protector: 100% Argon. This stuff is the secret sauce, the magical shield, the velvet rope bouncer for your molten aluminum. Argon is a noble gas, which means it’s incredibly stable and unreactive. It basically floats in, says "nope" to all the atmospheric nasties, and creates a pristine, oxygen-free zone around your weld puddle.
![Best Gas For Mig Welding Aluminum [Updated On- 2025]](https://m.media-amazon.com/images/I/41gsM3Dt0hL._SL500_.jpg)
Think of it this way: When you're welding, you're essentially creating a tiny, super-hot swimming pool of molten metal. Argon acts like an invisible force field, gently pushing away all the air, smoke, and general bad vibes that want to crash your pool party. It shields the arc, stabilizes it, and most importantly, it cleans the aluminum. The arc in an argon atmosphere helps to blast away that pesky oxide layer, allowing the base metal to fuse properly.
This is crucial because without that inert shield, your weld would look like Swiss cheese and crack faster than a bad joke. With 100% argon, you get a beautiful, shiny, strong weld that makes you feel like you just built a spaceship with your bare hands.

When You Need an Extra Kick: Argon-Helium Mixes
Now, sometimes 100% argon is like a perfectly good coffee – gets the job done. But what if you're welding really thick aluminum, or you need deeper penetration, or you're just feeling fancy? That's when you might reach for an Argon-Helium mix. Typically, you'll see mixes like 75% Argon / 25% Helium or even 50/50.
Why helium? Because helium is like the super-caffeinated energy drink of the welding world. It creates a much hotter arc. This increased heat is fantastic for breaking down thicker oxide layers, getting deeper penetration, and making those really chunky aluminum welds look fantastic. It makes the puddle more fluid and allows you to weld faster.

The downside? Helium is pricier, a bit lighter (so you might need a higher flow rate to get good coverage), and sometimes a bit trickier to dial in. It's for when you've mastered 100% argon and you're ready to upgrade your aluminum-welding game to "pro-level wizardry." It's like going from a regular bicycle to a carbon-fiber racing machine – more performance, but also a bit more demanding.
Flow Rate: Don't Be Stingy, Don't Be Wasteful
Finally, a quick word on flow rate. This is how much gas you're actually sending to your torch. Too little, and your invisible bodyguard isn't doing its job effectively – contaminants sneak in. Too much, and you're just emptying your tank faster than a vampire at a blood bank, wasting precious gas. A good starting point is usually somewhere between 15-25 cubic feet per hour (CFH), but you'll fine-tune it based on your specific application and environment.
So, there you have it. The next time you're staring down a piece of aluminum, remember the gas. It's not just a fancy accessory; it's the unsung hero, the invisible force, the very breath that gives life to your perfect aluminum welds. Choose wisely, and you'll be joining aluminum like a pro in no time, leaving those sad, sooty messes as nothing but a funny story from your past.