Best Gas For Mig Welding Steel
Okay, so picture this: I'm maybe 19, just got my first budget MIG welder, and I'm convinced I'm the next master fabricator. My first project? A really janky, rusted-out go-kart frame I found on the side of the road. Naturally, I grabbed a spool of flux-core wire because, well, it was cheap and "gasless," right? What could go wrong? Everything, my friend, everything. My welds looked like a flock of very angry birds had pooped all over the rusty metal, and the sparks flew like it was the Fourth of July in my tiny garage. It was a proper mess. The welds were weak, ugly, and I was convinced I just sucked at welding. Turns out, while I did kinda suck, a big part of my problem was also my choice of shielding (or lack thereof!).
Fast forward a bit, and a patient old-timer at the local hardware store (bless his heart for not laughing too hard at my "go-kart of shame") gently explained that if I was welding steel, especially anything I wanted to look halfway decent or hold together properly, gas matters. A lot. And that, my fellow DIY warrior, is how we get to the glorious topic of choosing the best gas for MIG welding steel. It's not as scary as it sounds, I promise.
Why Does MIG Gas Even Matter, Anyway?
Think of your shielding gas as a silent bodyguard for your weld puddle. When you're MIG welding, you're melting wire into a molten pool, and that pool is super vulnerable to the nasty stuff in the air – oxygen, nitrogen, humidity. These unwelcome guests can cause porosity (little holes), make your welds brittle, and just generally ruin your day. The gas creates a protective blanket, keeping the bad guys out while you lay down that beautiful bead. Pretty cool, huh?
Must Read
The Undisputed King of Steel: C25 (75/25 Argon/CO2)
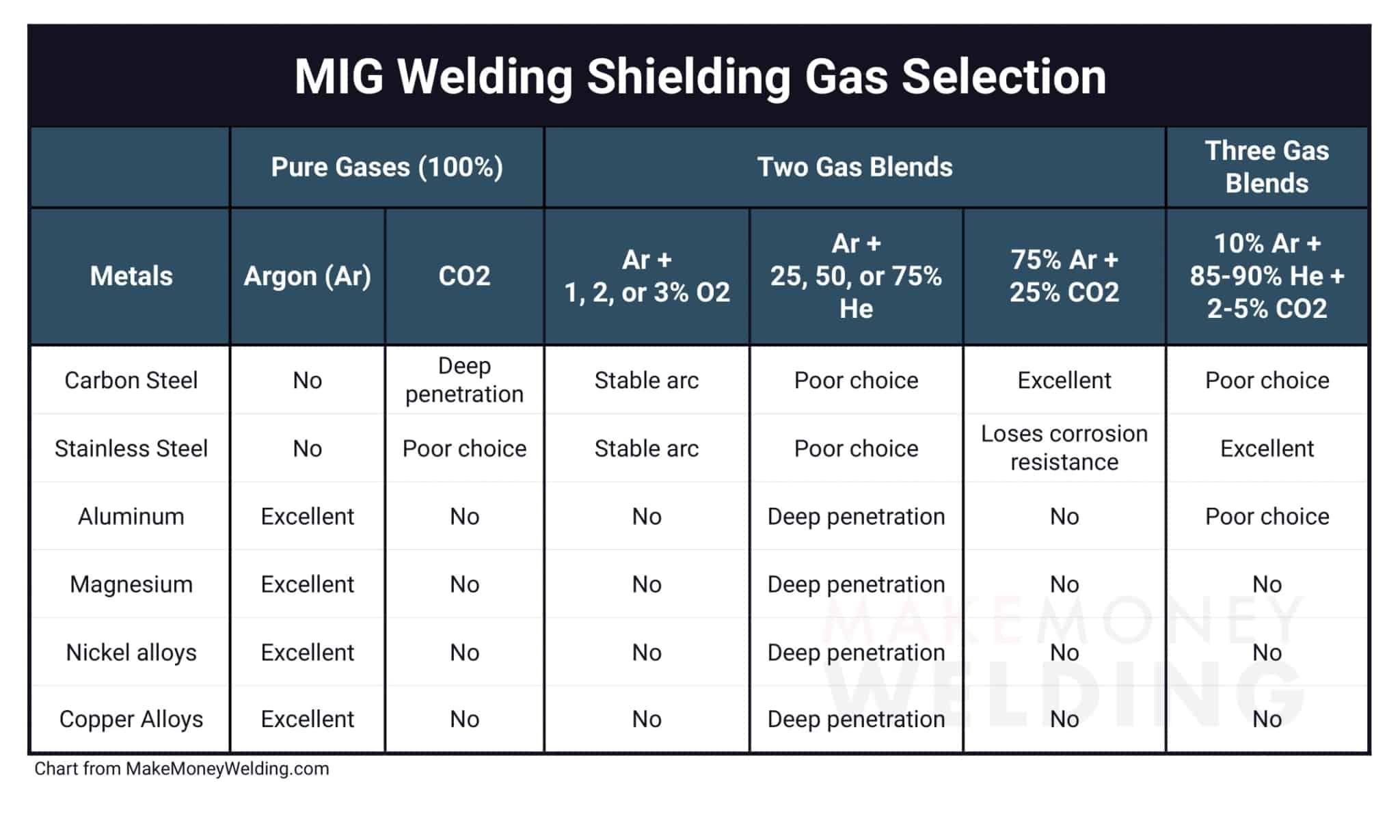
Alright, let's cut to the chase. If you're welding steel – any kind of mild steel, from thin sheet metal on a car body to a moderately thick workbench frame – the gas you're probably looking for is C25. This is a blend of 75% Argon and 25% Carbon Dioxide (CO2). It's the absolute workhorse, the go-to, the MVP. Seriously, if you're not sure, get this.
Why is it so popular? Well, it's a fantastic all-rounder. The argon provides a smooth, stable arc and helps with bead appearance, while the CO2 adds the necessary heat and penetration for steel. It gives you a nice, spray-like transfer (globular transfer, technically, but it's a good kind) that's easy to control, produces minimal spatter compared to pure CO2, and offers good fusion. Basically, it makes your life easier.

You'll find C25 in shops big and small, used for everything from automotive repair and fabrication to building trailers and home projects. It's versatile, relatively forgiving, and just plain works. This is your default choice, buddy.
The Budget Brawler: Pure CO2 (100% Carbon Dioxide)
Before fancy blends became super common, pure CO2 was the standard for steel. And honestly, it still has its place, especially if you're on a tight budget or working with thicker, dirtier steel where penetration is paramount. CO2 is cheaper than argon mixes, and it delivers a hot, deep-penetrating weld.

However, there's a trade-off. Pure CO2 tends to produce a much harsher, more erratic arc and significantly more spatter. We're talking little molten metal BBs flying everywhere. This means more post-weld cleanup, which, let's be real, nobody enjoys. The welds might not look as pretty, either. It's like the difference between a finely tuned sports car (C25) and a monster truck (pure CO2) – both get the job done, but one's a lot smoother.
So, when would you use it? For heavy structural work, farm equipment, or really dirty, rusty material where you need to burn through contaminants. If appearance isn't a huge factor and your wallet is screaming, pure CO2 can absolutely work. Just be prepared for the extra cleanup. Some old-timers swear by it, but bless their hearts, they're probably not cleaning up spatter for fun.
The Niche Players: Argon-Rich Mixes (e.g., C10, C5)
You might occasionally hear about gases like C10 (90% Argon, 10% CO2) or C5 (95% Argon, 5% CO2). These are typically used for specific applications, often thinner materials or for spray transfer welding (a more advanced technique for thicker materials where you get a super smooth, spatter-free transfer). They produce an even smoother arc and less spatter than C25. For most home shop welders, these are usually overkill and don't offer enough benefit over C25 to justify the extra cost or effort in sourcing them. Stick with C25 unless you have a very specific, high-end project in mind.
A Word of Warning: NOT Pure Argon for Steel!
This is important: Do NOT use pure argon for welding steel! Pure argon is fantastic for aluminum, but it doesn't play nice with steel. Without any CO2, the arc will be unstable, you'll get poor penetration, and your welds will look like absolute garbage and be incredibly weak. Unless you like a bad time, avoid this combo. Seriously.
So, What's Your Best Gas?
For 99% of you reading this, especially if you're a hobbyist, DIYer, or working in a small fabrication shop, the answer is simple: C25 (75% Argon / 25% CO2). It offers the best balance of weld quality, ease of use, and versatility for all sorts of mild steel projects.
Consider your project: Are you building a delicate sculpture or fixing a rusty tractor frame? Is weld appearance critical, or is pure strength the only goal? For almost everything, C25 will be your best friend. If you're welding super thick stuff and don't care about aesthetics, pure CO2 is a viable, cheaper option.
No matter what gas you choose, make sure your flow rate is set correctly (usually between 15-25 cubic feet per hour, but check your machine and gas manufacturer's recommendations), and keep your metal clean. Seriously, clean metal makes all the difference, even with the right gas!
Now go forth and lay some beautiful beads! You've got this, and your welds won't look like angry bird poop anymore. Unless you want them to, I guess. No judgment here.