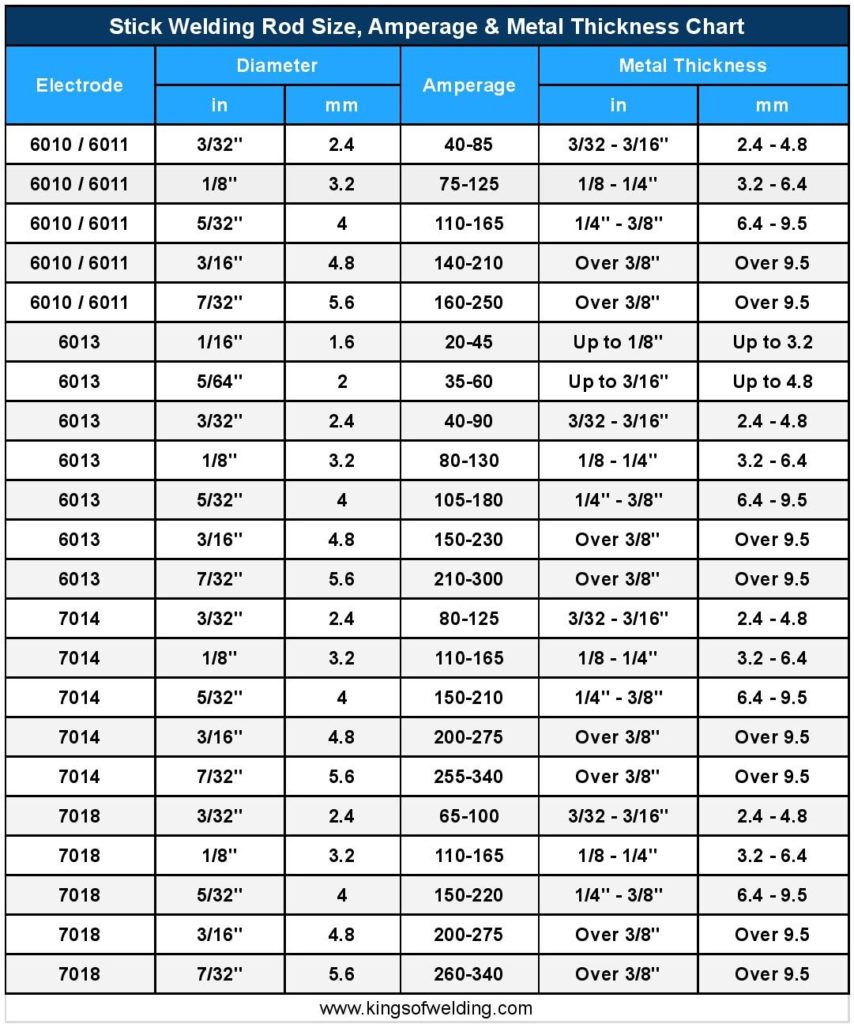
7018 1/8 Welding Rod Amperage
Alright, gather 'round, folks, let me tell you a little story. Not too long ago, I was tackling a project – fixing up an old, rusty gate frame that had seen better days. Grabbed my trusty 7018 1/8 rods, fired up the machine, and thought, "This is gonna be a breeze." Famous last words, right?
I started laying down a bead, and it was... well, it was awful. The rod kept sticking, the puddle looked like cold oatmeal, and the arc sounded like a dying cat. I swore at the rod, I swore at the metal, I even gave my welder a stern talking-to. My initial thought was, "Man, I've lost my touch!" or "These rods must be stale!"
After about twenty minutes of pure frustration and a growing pile of mangled metal, I finally paused. Took a deep breath, and looked at the settings. And there it was, glaring back at me: the amperage dial. I'd set it based on a guess, a vague memory from a different project, and definitely not thinking about the specific rod and material I was using. Facepalm moment, am I right?
Must Read
I nudged the dial up, then down a bit, listening, watching, until that beautiful, sizzling arc came alive, and the puddle flowed like molten butter. It was a stark reminder, yet again, that while the 7018 is an absolute workhorse of a rod – truly a gem in the welding world, especially the 1/8 inch – it's still beholden to the mighty gods of amperage. And that, my friends, is exactly what we're going to dive into today.
The Mighty 7018 1/8: A Welder's Best Friend (If You Treat It Right)
So, you've got your 7018 1/8. Good choice! This is often the go-to rod for structural work, critical applications, and anything where you need strong, crack-resistant welds. It’s a low-hydrogen rod, meaning it pulls moisture out of the air like a sponge, which is why it comes in those hermetically sealed cans. But even the best rod can betray you if you don't feed it the right juice.

The 1/8-inch diameter is probably one of the most common sizes out there. It’s versatile, good for various material thicknesses, and generally a joy to work with. But what's the magic number for amperage? Ah, if only it were that simple!
The Amperage Dance: Finding Your Groove
Manufacturers usually give you a range, and for a 7018 1/8-inch rod, you're typically looking at somewhere between 90 and 150 amps. See that? That's a pretty wide range! It’s not a single sweet spot you can just dial in once and forget about. You've got to dance with it, adjust it, feel it out. Like dating, but with less commitment (and more sparks, hopefully).

Too Low Amps: The Cold, Cranky Weld
If you're running your amperage too low, you're gonna have a bad time. Remember my gate saga? That was low amps. What happens?
- The rod wants to stick, stick, stick to the base metal. Frustrating, right?
- Your arc will be unstable, sputtery, and just generally miserable.
- You'll get a cold, convex bead – meaning it sits on top of the metal instead of fusing into it. That's a recipe for a weak weld, and nobody wants that on their critical components!
- Lack of penetration. The weld won't dig in, leading to poor fusion.
It’s like trying to cook a steak on low heat; it's technically cooking, but it's not going to be good.
Too High Amps: The Angry, Exploding Weld
Crank that dial too high, and you're in for a different kind of trouble. This is where things get aggressive:
- You'll get excessive spatter. Those little molten bits flying everywhere are annoying, costly in cleanup, and a waste of material.
- Your puddle will be huge, soupy, and hard to control. It's like trying to draw a straight line with a really runny marker.
- Undercut is a common culprit here. The arc digs too deep into the parent metal at the edges of the bead, leaving grooves. Bad news for strength.
- Burn-through. Especially on thinner material, you'll blow right through it. Ever made a gaping hole where you wanted a nice bead? Yeah, that's high amps talking.
- The rod burns up super fast. Money, literally, going up in smoke.
So, How Do You Find That Golden Number?
This is where the magic happens, or rather, where the science and art of welding meet. Here’s my humble advice:

- Start in the Middle: Grab the manufacturer's suggested range (let's say 120 amps for 1/8 7018) and set your machine there. It's a good baseline.
- Test, Test, Test!: Seriously, grab some scrap metal – ideally the same thickness as your actual project. Run a bead. How does it look? How does it sound?
- Listen and Look: A good arc with 7018 should have a smooth, consistent crackle – like bacon sizzling beautifully. The puddle should be a manageable size, not too wild, not too sluggish. It should flow nicely behind the arc, filling in evenly.
- Adjust in Small Increments: If it’s too cold, bump it up 5-10 amps. Too hot? Drop it down. Don’t go from 90 to 150 in one go, unless you're trying to win an award for "Most Frustrating Weld of the Day."
- Consider Your Material Thickness: Thicker material generally needs more heat (higher amps), while thinner material requires less. Makes sense, right?
- Position Matters: Welding overhead or vertical will often require slightly lower amperage than flat or horizontal welding. Gravity is not your friend when the puddle is too fluid.
- Arc Length: Keep it tight! A tight arc usually means a hotter, more concentrated puddle.
Don't forget your travel speed either! A perfectly set amperage can still produce a crummy weld if you're either crawling like a snail or zooming like a cheetah. It's all about balance, my friend, all about balance.
Embrace the Journey
At the end of the day, welding with a 7018 1/8 rod, or any rod for that matter, isn't just about punching numbers into a machine. It's about developing a feel, an intuition. It's about understanding how your machine, your rod, and your material all interact. It's a skill you hone with every ugly bead, every perfect bead, and every adjustment you make.
So next time you're firing up your welder, don't just guess. Take a moment, remember my rusty gate debacle, and really think about that amperage dial. It's not just a knob; it's the conductor of your welding symphony. Get it right, and you'll be laying down beads that sing. Happy welding, folks!